
Кирпич способы изготовления обыкновенные
Кирпич способы изготовления обыкновенные
Обыкновенный глиняный кирпич представляет собой искусственный камень в виде параллелепипеда строго установленных размеров.
Сырьем для производства кирпича служат легкоплавкие глины, к которым иногда примешивают отощающие добавки. Кирпичные заводы всегда работают на местном сырье. Глины добывают в карьерах открытым способом — экскаваторами, и доставляют на завод транспортом различных видов- (вагонетки, самосвалы).
Изготовляют строительный кирпич двумя способами: пластическим (мокрым) и полусухим. Наиболее распространен первый способ.
Пластический способ производства глиняного кирпича
Технологический процесс производства глиняного кирпича состоит из следующих операций: подготовки массы, формования, сушки и обжига.
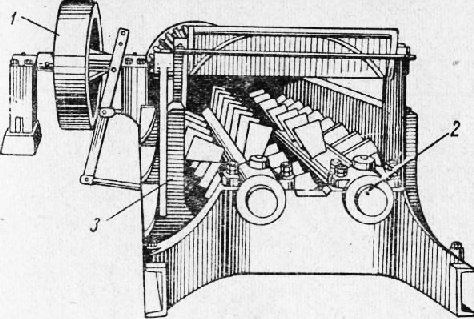
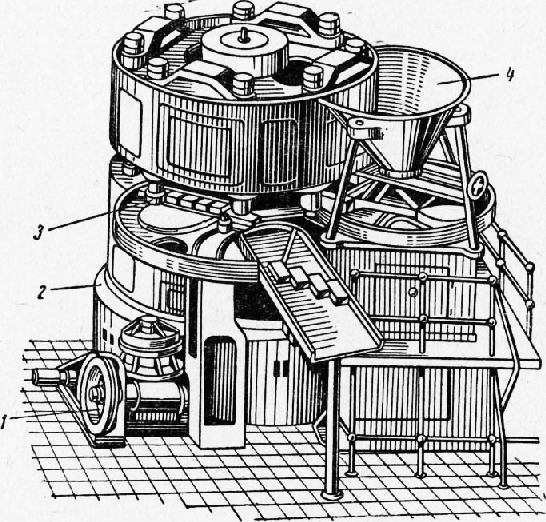
Подготовка массы. Глину для разрушения ее естественной структуры и измельчения пропускают сначала через вальцы грубого и тонкого помола, затем через глиномялку (рис. 1). В ней глина увлажняется (до 18-25%), перемешивается и превращается в однородную пластичную массу, хорошо поддающуюся формованию.
Иногда дополнительно к этим машинам устанавливают бегуны мокрого помола, которые одновременно с разрушением естественной структуры глины перемешивают массу. Все твердые включения, которые встречаются в глине (например, известняк), размалываются в порошок. В бегунах мокрого помола глиняная масса одновременно с переработкой увлажняется.
Формование. Приготовленная масса направляется на формование в ленточный пресс.
В последнее время отечественные машиностроительные заводы начали выпускать более усовершенствованные вакуумные ленточные прессы для формования кирпича из массы, почти лишенной воздуха, что улучшает строительные качества кирпича.
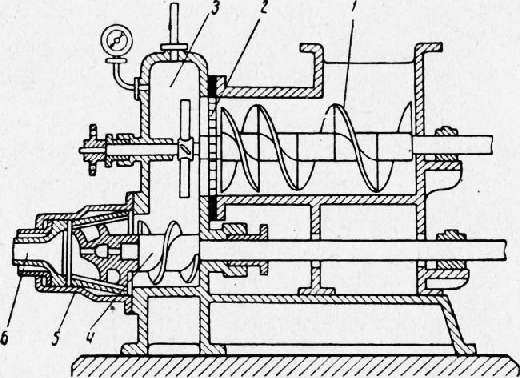
На рис. 2 изображен вакуум-пресс. Лопастный винт захватывает массу и проталкивает ее через дырчатую перегородку в вакуум-камеру, куда она поступает в виде отдельных полосок. В вакуум-камере из глины отсасывается воздух. После этого масса поступает на лопастный (шнековый) вал с непрерывной винтовой поверхностью; последний захватывает массу и продвигает ее через корпус, головку и мундштук пресса. Для предупреждения подсоса воздуха в корпус пресса лопастный винт уплотняется сальником.
Глиняный брус, выходящий из пресса, на автоматических станках разрезается на отдельные кирпичи-сырцы.
Производительность вакуум-пресса до 10 000 шт. кирпича в час.
Сушка кирпича. Влага из кирпича-сырца удаляется воздухом, не насыщенным водяными парами. Вследствие разницы во влажности поверхностных и внутренних слоев сырца влага переходит из глубины к поверхности кирпича.
Сырец сушится в естественных условиях в сушильных сараях или в сушилках.
Для круглогодовой работы кирпичного завода необходимы искусственные сушилки, которые можно использовать независимо от погоды и времени года. Срок сушки в них сокращается д0 2-3 суток против 8-15 суток при естественной сушке.
Обжиг является завершающей операцией производства керамических изделий. Процесс обжига можно разделить на три периода: прогрев сырца, собственно обжиг и охлаждение обожженных изделий.
Первый период. Из сырца удаляется вода, частично разлагаются карбонаты, сгорают органические примеси и равномерно прогревается вся масса изделия.
Второй период-наиболее ответственный, во время которого образуется камневидный черепок. Температура обжига достигает 1000°.
Третий период, — в течение которого изделия постепенно охлаждаются. При быстром понижении температуры в обжигательной печи в изделиях могут образоваться трещины.
Печи для обжига кирпича и других керамических изделий бывают двух видов: периодического действия, в которых операции по загрузке, обжигу, охлаждению и разгрузке происходят последовательно, одна за другой, и непрерывно действующие, в которых эти операции совершаются одновременно. В настоящее время печи периодического действия применяются только на малых полукустарных предприятиях.
К непрерывно действующим относятся кольцевая и туннельная печи.
В кольцевой печи кирпич-сырец постепенно нагревается, а обожженные продукты медленно охлаждаются благодаря тому, что при неподвижном материале передвигают зону горения, перенося место загрузки топлива, а в туннельной печи для этой же цели при неизменном положении зоны обжига передвигают на вагонетках обжигаемые изделия.
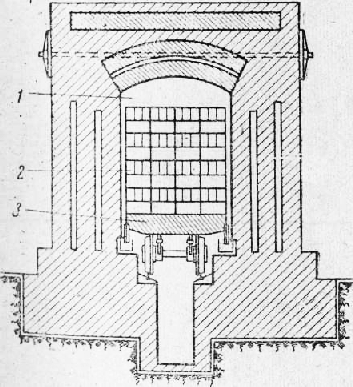
Кольцевая печь (рис. 3) представляет собой замкнутый обжигательный канал, имеющий в плане форму растянутого кольца. Канал условно разделен на ряд камер, между которыми при загрузке сырца в печь устанавливаются бумажные щиты. Во время перемещения зоны обжига эти щиты под действием пламени последовательно сгорают один за другим. При установке бумажного щита открывается ближайший к нему дымовой конус; под действием создаваемого дымовой трубой или. вентилятором разрежения щит прижимается к кладке.
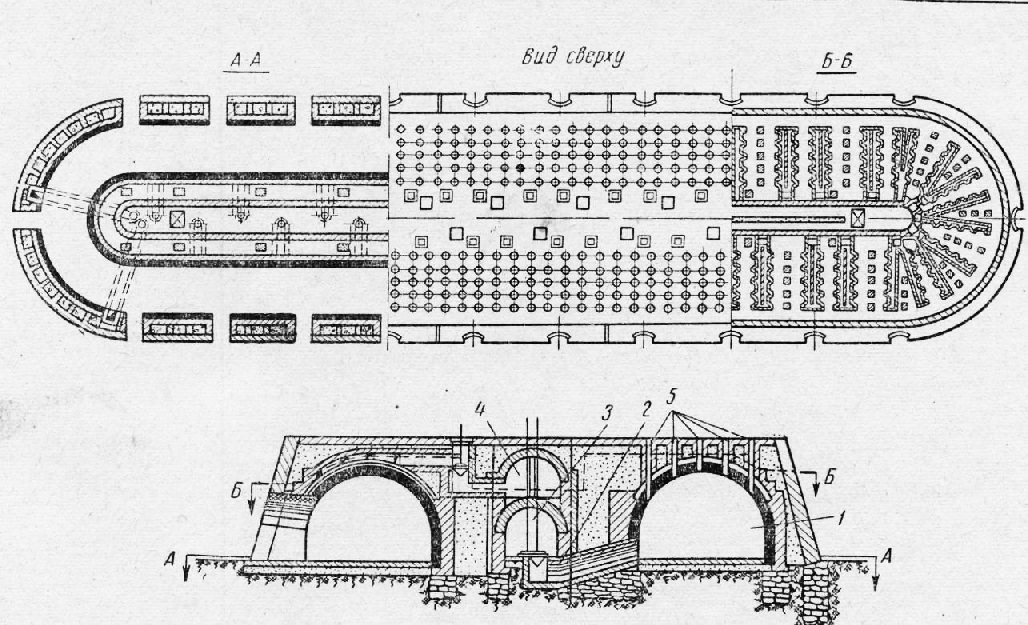
Каждая камера рядом газовых отверстий и небольшим каналом соединяется с общим дымовым боровом, над каналами устроены клапаны, служащие для присоединения камеры к общему дымовому борову и отключения от него. Непосредственно над боровом располагается воздушный канал, который передает горячий воздух из остывающих камер через промежуточные каналы во вновь загруженные камеры для подсушки сырца. Топливо поступает через отверстия в своде камеры. В зависимости от производительности завода кольцевые печи имеют от 16 до 36 камер.
Кольцевые печи экономичны в отношении расходования топлива, но температура в их печном пространстве распределяется-неравномерно по высоте, что вызывает местные пережоги и недожоги изделий. Кольцевые печи широко используются в производстве не только строительного кирпича, но и других изделий из глины.
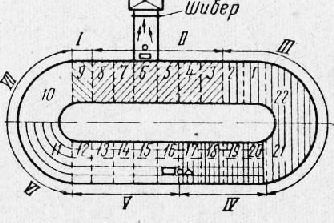
Распределение камер в кольцевой печи по зонам показано на рис. 4.
Кольцевые печи сейчас не строятся из-за трудности механизации погрузочно-разгрузочных работ и неудовлетворительных гигиенических условий работы в них, хотя на действующих кирпичных заводах они наиболее распространены.
Туннельная печь представляет собой длинный канал, в котором по рельсам движутся вагонетки с кирпичом-сырцом. Длина туннеля в зависимости от рода обжигаемых изделий бывает от 60 до 150 м, поперечное сечение в свету от 3,5 до 5 5 м2 — Туннельная печь разделяется на три зоны: подогрева, обжига и охлаждения. В туннельных печах процесс обжига протекает за 30-70 час.
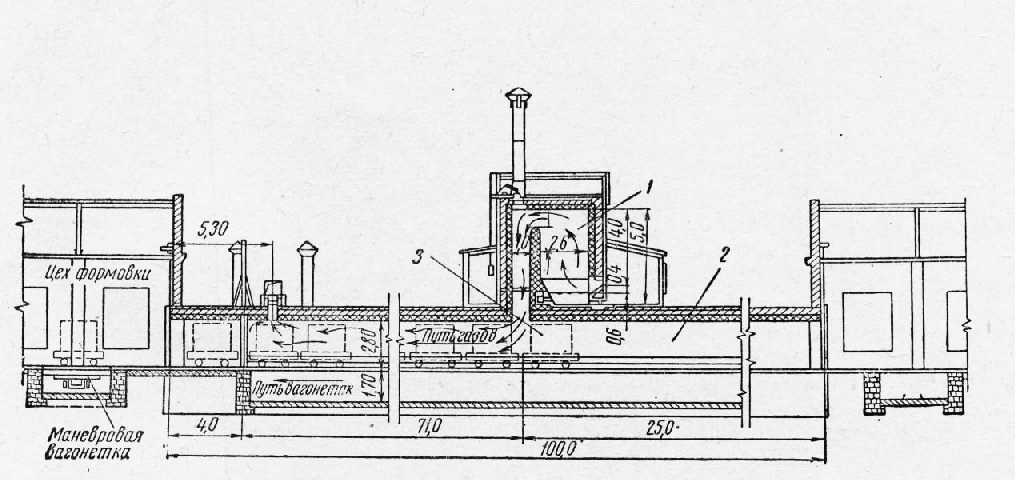
Туннельная печь наиболее экономична: благодаря небольшому расходу рабочей силы, механизации процессов обжига и лучшему использованию тепла она намного совершеннее кольцевой печи. На рис. 5 представлен поперечный разрез, а на рис. 6 — продольный разрез туннельной печи.
Полусухой способ формования глиняного кирпича
Полусухой способ производства кирпича имеет то преимущество перед пластическим, что дает возможность использовать малопластичные глины и таким образом значительно расширяет сырьевую базу.
Кроме того, этот метод позволяет применять при формовании глиняное тесто значительно меньшей влажности, поэтому сушка упрощается, а иногда и совсем исключается, что ведет к сокращению расходов топлива и значительно удешевляет производство. С другой стороны, полусухой способ требует более сложного прессового оборудования, а получаемый кирпич имеет повышенный объемный вес, меньший предел прочности при изгибе и несколько меньшую морозостойкость.
По этому способу глина и отощающие добавки, высушенные и измельченные в порошок, тщательно перемешиваются и увлажняются до 9-12%, затем прессуются под давлением до 150 кг/см2. Способ полусухого прессования применяется главным образом в производстве глиняного строительного кирпича, огнеупорных изделий, облицовочных плит, плиток для полов и др.
Для полусухого прессования строительного кирпича успешно применялся комбинированный механичеоко-гидравлический пресс СССМ-583 (рис. 17). Револьверный на восемь форм пресс работает по принципу двустороннего, двустадийного прессования. На первой стадии давление до 50 кг/см2, на второй — до 150 кг/см2. Часовая производительность пресса 2000 шт. кирпича.
За последние годы в СССР создан ряд прессов новых конструкций повышенной производительности (А. А. Мелия, Б. С. Ленского и др.).
Оригинальную конструкцию имеет ротационно-рычажный пресс советского изобретателя инж. А. А. Мелия. Пресс предназначен для полусухого прессования полнотелого, пятистенного, дырчатого кирпича и различных керамических облицовочных изделий. Часовая производительность пресса А. А. Мелия 6-10 тыс. шт. кирпича.
Инж. Б. С. Ленский изобрел пресс, формующий полусухую массу в горизонтальных подвижных формах и обеспечивающий равномерное уплотнение сырца. Часовая производительность пресса 7-8 тыс. шт. кирпича.
Свойства кирпича
По качеству строительный кирпич должен соответствовать техническим условиям ГОСТ 530- 54.
Внешний вид. Кирпич должен быть по форме прямоугольным параллелепипедом с прямыми ребрами и углами, с ровными гранями размером 250×120×65 мм. Вследствие неизбежной воздушной и огневой усадок трудно получить кирпич точного стандартного размера, поэтому ГОСТ предусматривает допуски на отклонение размеров: по длине ±6, по ширине ±4, по толщине ±3 мм.
Установлены также допуски на искривление поверхностей и ребер: по постели до 4 мм, по ложку до 5 мм.
Наиболее часто встречающийся недостаток формы кирпича- отбитость или притупленность ребер и углов. На каждом кирпиче допускается не более двух таких дефектов размером до 15 мм.
Указанный недостаток может не вызывать понижения прочности кирпича, но увеличивает расход строительного раствора заполнения отбитости и вмятин.
Применение недожженного кирпича или содержащего известь (дутик) в строительстве не допускается.
Водопоглощение кирпича должно быть не меньше 8%, так как с понижением водопоглощения повышается теплопроводность кирпича вследствие увеличения его объемного веса.
Объемный вес кирпича обычно составляет 1700 — 1800 кг/м3, теплопроводность его от 0,6 до 0,7 ккал/м ч град.
Морозостойкость. Кирпич, насыщенный водой, должен выдерживать 15 циклов замораживания (при температуре — 15°) и последующего оттаивания. Отсутствие каких-либо следов- разрушения характеризует, устойчивость кирпича против воздействия низких температур”.
Кирпич способы изготовления обыкновенные
 Обыкновенный глиняный кирпич — это изделие в виде прямоугольного параллелепипеда со сторонами 250 X 120X65 мм и 250 X 120X88 мм. Кирпич чаще всего изготовляют из легкоплавких глин и суглинков. В таких глинах содержится обычно до 70% свободного кремнезема SiC>2 в виде кварцевого песка, уменьшающего усадку сырца. Эти глины являются преимущественно местными сырьевыми материалами. Производство строительного кирпича ведется двумя способами — пластическим формованием или полусухим прессованием.
Обыкновенный глиняный кирпич — это изделие в виде прямоугольного параллелепипеда со сторонами 250 X 120X65 мм и 250 X 120X88 мм. Кирпич чаще всего изготовляют из легкоплавких глин и суглинков. В таких глинах содержится обычно до 70% свободного кремнезема SiC>2 в виде кварцевого песка, уменьшающего усадку сырца. Эти глины являются преимущественно местными сырьевыми материалами. Производство строительного кирпича ведется двумя способами — пластическим формованием или полусухим прессованием.
Пластическое формование. В большинстве случаев глиняный кирпич изготовляют способом пластического формования на специальных агрегатах. Глину измельчают и смешивают с отощающими, а иногда и с выгорающими добавками до образования однородной керамической массы. Затем массу увлажняют водой или паром до формовочной влажности (до 18—23%) и тщательно перемешивают. Для этого глину пропускают через бегуны (иногда производится дополнительная обработка глины на вальцах тонкого помола), а затем увлажняют и проминают в одновальных или двухвальных глиномешалках. Чаще всего увлажнение и перемешивание глиняной массы производят в двухвальных мешалках с открытым корытом производительностью до 35 м3/ч. Подготовленная таким образом глиняная масса подается для формования.
Для формования кирпича используют горизонтальные вакуумные обычные (без вакуума) ленточные прессы. В настоящее время при пластическом формовании кирпича широко применяется вакуумирование глиняной массы. При вакуумировании массы прочность отформованного сырца повышается, что позволяет укладывать его при сушке в более высокие штабеля и полнее использовать объем сушилок, кроме того, снижается способность сырца к трещинообразованию, улучшается качество готовой продукции. Ленточные вакуум-прессы состоят в основном из трех частей — подготавливающей, вакуумирующей и прессующей. Подготавливающая часть пресса (мешалка) располагается или над прессующей частью, или на одной осевой линии с ней. Шнек подготавливающей части пресса захватывает глиняную массу и проталкивает ее через перфорированную решетку в вакуум-камеру. Отвакуумированная, освобожденная от воздуха, глиняная масса с помощью шнекового винта уплотняется и продвигается к выходному отверстию мундштука, укрепленного на головке пресса. Выйдя из мундштука пресса, непрерывный глиняный брус разрезается на отдельные кирпичи-сырцы.
Продолжительность сушки сырца в естественных условиях составляет до 15—20. суток. Существует ряд методов интенсификации сушки и продления сушильного сезона (навесы со стеклянной кровлей, установка переносных вентиляторов, введение в шихту электролитов и т. п.). Тем не менее, большинство современных кирпичных заводов используют искусственные сушильные установки камерного или туннельного типа.
Обжиг высушенного сырца является завершающей и важнейшей технологической операцией. Обжиг кирпича производится в основном в печах непрерывного действия (кольцевые и туннельные печи); печи периодического действия используются лишь на заводах малой мощности. В процессе обжига в печах любого типа осуществляется прогрев сырца, собственно обжиг и охлаждение готового изделия.
Технология обжига кирпича
Обожженный кирпич – один из наиболее востребованных при строительстве малоэтажных и высотных объектов, фундаментов, подвалов, технических сооружений. Он обладает отличной прочностью, долговечностью, огне-, морозо- и влагостойкостью. За счет уникальных декоративных свойств его также применяют для облицовки фасадов.

Кирпичи, изготовленные путем обжига, имеют следующие качества:
- уровень морозостойкости, соответствующий классу F15-F25;
- прочность – от М75 до М300;
- водопоглощение – 6-15 %;
- плотность – 1200-1900 кг/м 3 ;
- теплопроводность – 0,34-0,8 Вт/м·К;
- теплоемкость – 0,92 кДж.
Процесс изготовления
Для того, чтобы изготовить обожженный кирпич, необходимо предварительно замешать раствор: очистить глину и песок от примесей и включений, выполнить смешивание с водой и присадками до однородной массы в определенном соотношении. Затем подготовленную смесь разлить в формы для получения блоков стандартных размеров. Чтобы создать термостойкий вид, нужно использовать в качестве сырья глину средней жирности, которая имеет красноватый оттенок.
Существует несколько способов придания геометрии:
- пластический;
- полусухой.
Первый метод является наиболее затратным и энергоемким, зато с его помощью удается получить кирпичи высокого качества. Он выполняется в несколько этапов:
- раствор продавливается через ленточный пресс;
- выполняется их просушка и окончательная формовка;
- блоки готовы для обжига.
Полусухое прессование – дешевый способ. Он не предусматривает высокотемпературной термообработки, поэтому изделия хрупкие и невлагостойкие. Приобретать их для строительства несущих конструкций не рекомендуется.

Производство обожженного кирпича состоит из нескольких этапов:
- прогрев до +120°С и выдержка до момента полного испарения влаги, которая присутствовала в растворе;
- выдержка при температурах от +120 до +600°С в течение определенного времени, за которое выгорают органические примеси и выпаривается химически связанная вода, происходит частичная усадка (уменьшение геометрических размеров);
- обжиг с нагревом и выдержкой при 920-980°С, в результате чего происходит максимальное упрочнение;
- закалка проводится при одной температуре в течение длительного времени, в итоге устраняются все внутренние напряжения, скрытые деформации и хрупкость;
- остывание естественным или принудительным способом, с пошаговым охлаждением.
Температуру, при которой нужно обжигать кирпичи, выбирают на производстве в зависимости от применяемого типа глины, а также технических характеристик. В случае несоблюдения технологии велика вероятность получения бракованных блоков – они потрескаются, появятся сколы, ухудшатся декоративные свойства.
Если обжиг был правильным, то элемент будет иметь оранжевые или красноватые оттенки, четкую прямоугольную форму без дефектов.

Используются специальные печи следующих типов:
- туннельная – кирпичи перемещаются на вагонетках через последовательно расположенные камеры, внутри которых поддерживаются температурные режимы в соответствии с технологией, такая система проста в обслуживании, обеспечивает высокую производительность и равномерность прогрева;
- кольцевая – экономичная печь, представляющая собой 14-36 камер, расположенных по окружности, в центре которой – твердотопливный или газовый нагреватель, блоки перемещаются вручную или спецтехникой, конструкция сложна и трудоемка в эксплуатации и обслуживании, однако качество обжига выше, чем в туннельных.
Визуально определить брак выйдет таким образом:
- цвет поверхности пережженного кирпича имеет темно-бурые оттенки;
- известковый налет говорит о плохой очистке компонентов и перемешивании раствора до формовки;
- следствием некачественной сушки является нарушение геометрии и формы, наличие трещин и скрытых дефектов.

Важно выбрать подходящий тип блоков:
- жаропрочные, выдерживают повышенные температуры до +1800°С, используются при кладке топочных камер печей, каминов, дымоходов;
- обожженные до спекания, обладают высокой стойкостью к повышенным нагрузкам и резким температурным перепадам, применяются при укладке дорог и ответственных конструкций;
- жаростойкие, сохраняют все свои свойства при нагреве до +1000°С, приобретаются при строительстве помещений и зданий с повышенной пожароопасностью, печей, которые не имеют прямого контакта с открытым пламенем.

Изготавливаются жаропрочные кирпичи из шамотного порошка и огнестойкой глины, которые используются в определенных пропорциях, зависящих от предъявляемых требований к свойствам. Их особенностью является неустойчивость к повышенной влажности и резким температурным перепадам. Покупать выгодно только для узкоспециализированного применения по причине высокой стоимости.
Огнеупорные блоки производят из кварцевого песка и шамотного порошка при высоких давлениях. Они имеют минимальные несущие способности, не выдерживают повышенной влаги, а также кислотные и щелочные среды. Жаростойкий кирпич имеет высокую прочность и весьма надежен в эксплуатации. За счет плотной структуры и однородности не крошится под нагрузками, обладает отличной адгезией к цементно-песчаным растворам, морозостоек. Его применяют в тех случаях, когда обычные рядовые элементы использовать нельзя по причине высоких температур окружающей среды или нагретых материалов.
Все виды кирпичей выпускаются со следующими размерами:
- одинарный (250х120х65 мм);
- полуторный (250х120х88);
- двойной (250х120х138).
Клинкерный кирпич: технология производства и сфера применения

Первые упоминания о клинкерном кирпиче датированы 1743 годом, когда в немецком городе Бокхорн по инициативе датского короля Кристиана VI начала свою работу первая мастерская. В ней обычные кирпичи подвергали обжигу в печах, после чего они становились гораздо более прочными. Это позволяло использовать их при строительстве дорог вместо привозного и из-за этого слишком дорогого строительного камня.
В России этот строительный материал появился гораздо позже — в 1884 году. Первым его производителем стал Топчиевский завод, расположенный в Черниговской губернии в посёлке Топчиевка. Сначала ассортимент предприятия составляли клинкерные пласты, получаемые путем спекания глиняного сырья. Далее эти пласты дробились на более мелкие фрагменты для мощения дорог. Только в 1904 году завод начал выпускать настоящий клинкерный кирпич, который использовался в дорожном строительстве и при возведении печей.

Сырье для производства клинкерного кирпича
Основой этого материала выступают тугоплавкие сорта глины с высокой концентрацией оксида алюминия. Этот компонент повышает устойчивость заготовок к плавлению под действием высоких температур и обеспечивает отсутствие деформаций в ходе обжига. Если в исходной глине процент содержания алюминиевого оксида ниже 23, смесь обогащают путем добавления каолинитовой глины.
При составлении смеси для формовки клинкерного кирпича особое внимание уделяют контролю за содержанием трех видов включений:
— трёхвалентный оксид железа. При наличии в сырье более 8% этого компонента возникает вероятность того, что на поверхности заготовок при обжиге будут образовываться вздутия или появится спекшаяся корка, которая будет препятствовать равномерному прогреву.
— оксид кальция. Концентрация этого включения также не должна превышать 8%. В противном случае, заготовки будут плавиться в печи, а в их структуре будут образовываться наполненные воздухом полости.
— оксид магния. Его содержание в исходном сырье не должно превышать 4%, иначе заготовки при дальнейшей обработке будут давать усадку.
Способы производства клинкерного кирпича
Этот строительный материал изготавливается двумя способами:
— экструзионным. Эта технология предполагает продавливание глиняного сырья через экструдер. Выдвигающаяся из отверстия экструдера лента разрезается на отдельные фрагменты, которые затем загружаются в обжиговую печь. Метод обеспечивает изделиям высокие рабочие характеристики, но является сравнительно затратным;
— прессованием. Пластическое полусухое прессование заключается в том, что сырье загружается в специальные формы и прессуется до приобретения необходимой конфигурации. У полученных таким способом изделий плотность ниже, чем у экструзионных. Также они отличаются более низкой прочностью.
Финальным этапом производства материала является обжиг. Для термической обработки используются туннельные печи. В них термическая обработка выполняется непрерывным способом: заготовки на транспортёрной ленте перемещаются по печи , длина которой может составлять более 200 метров. В разных участках печи устанавливается разная температура так, чтобы обеспечить постепенный и равномерный прогрев изделий. После этого этапа глина спекается настолько, что образует монолитный плотный камень.
Виды клинкерного кирпича
Изделия могут быть полнотелыми и пустотелыми. Первые отличаются повышенной прочностью, но хорошо проводят тепло. Вторые за счет внутренних полостей несколько уступают по прочности, но зато обеспечивают лучшую теплоизоляцию.
По сфере применения различают такие виды материала:
— для дорожного строительства и мощения тротуаров;
— для возведения печей, дымоходов и каминов;
— облицовочный для внутренней и внешней декоративной отделки;
— для возведения беседок, ограждений, малых архитектурных форм или элементов ландшафтного пейзажа.
В жилом строительстве этот материал используется нечасто по трем причинам:
— первая — сравнительно высокая стоимость клинкерного кирпича;
— вторая — высокая теплопроводность блоков, из-за которой дома требуют дополнительного утепления;
— третья причина заключается в сравнительно большом весе кирпичей. Это требует обустройства усиленного фундамента и создает определённые сложности при транспортировке, погрузке и выгрузке материала.

Достоинства клинкерного кирпича
Помимо прочности и плотной структуры, к преимуществам этого материала относятся:
— устойчивость к воздействию отрицательных температур;
— долговечность и стойкость к разрушению под действием внешних факторов;
— привлекательный внешний вид.
Все это обеспечивает материалу большую популярность в самых разных сферах строительства.

