
Брак кирпича при обжиге
Брак кирпича. Виды брака и особенности.
Бракованный кирпич — как его определить, и чем он опасен?
 Все строители, которые когда либо сталкивались с выбором строительных материалов, знают, что кирпич, как и любой другой стеновой материал, бывает качественный и бракованный. Однако большинство сограждан воспринимают кирпич и его производство уж слишком просто. К примеру, Жюль Верн, в романе «Таинственный остров», написал:
Все строители, которые когда либо сталкивались с выбором строительных материалов, знают, что кирпич, как и любой другой стеновой материал, бывает качественный и бракованный. Однако большинство сограждан воспринимают кирпич и его производство уж слишком просто. К примеру, Жюль Верн, в романе «Таинственный остров», написал:
«– Ну что ж, мистер Сайрес, с чего начнем? – спросил на следующее утро Пенкроф. – С самого начала, – ответил инженер… …Производство кирпича дело не такое уж сложное. Надобно было глину замесить с песком, слепить кирпичи и обжечь их в огне большого костра… Глину, смоченную водой, колонисты месили и руками и ногами, потом массу делили на бруски равной величины. Опытный рабочий может за двенадцать часов изготовить вручную до десяти тысяч кирпичей…».
Данная статья предлагает более профессиональный, но краткий обзор проблемы брака рядового кирпича. Случай, когда вместо кирпича марки М100 на стройку завозится кирпич марки М75 — это пример явной фальсификации или обмана и к нашей теме отношения не имеет.
Качественный кирпич — это тот который выполнен по технологии, из качественного сырья и соответствует требованиям ГОСТа. А вот почему получается брак и какого брака нужно избегать мы и постараемся вам рассказать используя информацию специалистов кирпичного завода г.Лубны.
При производстве керамических стеновых изделий брак может получиться на 3-х этапах:
1.При прессовании (когда из глиняной массы формируются прямоугольные кирпичи);
2.При сушке (когда из сырого кирпича удаляют излишнюю влагу);
3.При обжиге (когда под действием высоких температур глина спекается в керамику).
Этап производства №1.
Важно знать, что порезка кирпича не в размер — один из самых распространнёных видов брака, который получается в процессе прессования. Всем строителям хорошо известно, что стандартный рядовой кирпич имеет размер 250х120х65, но по ГОСТу допускается погрешность:250+-5мм, 120+-4мм, 65+- 3мм. Таким образом брак в данном случае – это кирпич, размеры которого не соответствуют ГОСТу. У некоторых производителей рядового кирпича это отклонение чаще в «минус», поскольку это самый простой метод уменьшения себестоимости. Хотя, к примеру, рядовой кирпич М100 кирпичного завода г.Лубны, полностью соответствует требованиям ГОСТа (что регулярно подтверждается заключениями лаборатории ЗЖБК им.Ковальской в г.Киев). Такой брак может получаться в таких случаях:
а) когда это произвольный сбой настроек механизма резки. При надлежащем контроле производства, он быстро устраняется и таких кирпичей в партии очень мало;
б) когда кирпич режется меньше размеров по ГОСТу сознательно. Таким образом, производители экономят сырье, топливо и удешевляют свою продукцию. Ведь если кирпич меньше — то и стоит он, соответственно, меньше. Цена за 1000шт такого кирпича становиться меньше и привлекательнее. В проигрыше остаётся только покупатель, которому приходится покупать и кирпича намного больше чем планировалось изначально, и раствора, и за кладку каменщики могут посчитать больше, а всё это дополнительные расходы. А изначально, кажется, что сэкономил. Как говорят «Скупой платит дважды».
Кроме этого, на первом этапе самыми распространенными видами брака являются следующие (рис 1).

Рис.1.Виды брака кирпича: а) «драконов зуб», б) свилеобразная структура, в) S-образная трещина, г) брус с незаполненными углами, д) опережение середины бруса, е) отставание середины бруса.
а)«Драконов зуб» — это брак который представляет собой разрывы на ребрах глиняного бруса; возникает в основном из-за недостаточного орошения стенок формовочного мундштука или засорения его углов.
б)Свилеобразная структура — кирпича появляется при неправильной работе винтовых лопастей пресса. Кирпич – сырец с такой структурой менее трещиностоек, при сушке и обжиге теряет монолитность, прочность, морозостойкость.
в)S-образные трещины – также являются существенным браком,влияющим на прочность кирпича.
г)Глиняный брус с незаполненным по углам мундштука сечением – получается когда давления для продвижения подвижной массы недостаточно, чтобы вытолкнуть более твердую массу, заполнившую ранее углы мундштука. Случается из-за частой остановки пресса или смесителя.
д)Брус расходится в разные стороны – происходит если в процессе прессования средняя часть бруса опережает боковые.
е)Глиняный брус приобретает вогнутость – при торможении средней части бруса.
Все указанные виды брака оперативно устраняются принадлежащем уровне контроля производства. В частности кирпичный завод г.Лубны, кроме своих специалистов, регулярно привлекает и профессионалов из специализированных институтов и компаний.

Известняковые включения или дутики — распространённый вид брака. Эти коррективы внесла сама природа. Практически все месторождения глины, и не только в Украине, а и Европе, имеют включения известняка. Если в процессе подготовки сырья глина плохо перерабатывается и остаются известняковые вкрапления, некачественный кирпич «готов». В последствии эти вкрапления наберут влагу и начнут разрушать структуру кирпича. Именно дутики часто становятся причиной появления трещин стен в домах с добротным монолитным фундаментом.
Этап производства №2.
При сушке керамического кирпича-сырца может выявляться брак, который возникает как в результате нарушений технологического режима этой операции,так и предшествующих.
Сушильные трещины и разрушения изделий могут появиться при повышенной скорости сушки. Мелкие трещины возникают при конденсации влаги на поверхности изделий в начальном периоде сушки.
Помятости — образуются из-за небрежной укладки сформированного изделия или сотрясения их при транспортировке по туннелям печи.
Отрыв от наружной поверхности изделия массы – в виде пластов (отколы) происходят в последний период сушки привысокой температуре теплоносителя вследствие образования в изделиях паров воды, давление которых отрывает часть массы от поверхности изделий.
Высолы на кирпиче – появляются при выносе водорастворимых солей вместе с влагой на поверхность изделия, а также в случае содержания серы в топливе, применяемом при сушке и обжиге изделий.
Высолы также могу появиться уже после укладки кирпича в стену. При насыщении кирпича водой, например от прошедшего дождя или от несоответствия типа раствора к типу кирпича. При соединении их компоненты дают отрицательный результат. Утешить покупателя может только то, чтодля рядового кирпича этот дефект не столь глобальная проблема как для лицевого. Ведь в 100% случаев рядовой кирпич облицовывается. А для тех, кто хочет устранить этот недостаток на облицовочном кирпиче, можем подсказать, что с этим отлично справится раствор уксусной кислоты.
Таким образом, для рядового кирпича, большинство признаков брака при сушке не существенны, если они конечно находятся в границах норм ГОСТа.
Этап производства №3.

И наконец мы подошли к процессу обжига где и получается самый большой брак кирпича, а именно:
Недожженный кирпич – или прокопченный как его еще могут называть. Это кирпич который имеет более бледный цвет, отличающий его от остальных. Еще одной характерной чертой недожженногокирпича есть глухой звук при ударе, тогда как качественный кирпич при ударе звенит.Такой кирпич недолговечен, имеет низкую морозостойкость и естественно очень быстро впитывает влагу. Такой брак получается не только в результате недостаточной температуры, но и когда в печь попадает «сырой», не полностью высушенный кирпич.
Пережженный кирпич – или перепал, также является браком. Название кирпича говорит само за себя, его пережгли при высоких температурах. Как правило, он имеет черный цвет и плохую геометрию, так как от высокой температуры он может оплавляться или его может«распирать» изнутри. Такой кирпич имеет очень маленький коэффициент теплопроводности, что плохо для жилых помещений,

но и ему можно найти применение. Например, он пригоден для обустройства канализаций, так как приобретает свойства камня железняка ине подвержен влиянию агрессивной окружающей среды.
Поскольку на кирпичном заводе г.Лубны кирпич обжигают в угольных кольцевых печах Гофмана, то закладка и выборка кирпича происходит в ручную. Поэтому весь кирпич отбраковывается непосредственно при укладке на поддоны.
Обжиг кирпича-сырца
Обжиг кирпича-сырца производится в туннельной печи. Обжигательный канал туннельной печи условно разделяется по длине на три основные технологические зоны: подготовка, обжиг, охлаждение.
В зоне подготовки происходит досушка и подогрев изделий отходящими из зоны обжига продуктами горения, затем вагонетки с изделиями проходят через зону обжига, подвергаясь воздействию высоких температур, после чего поступают в зону охлаждения.
На печи устанавливается вентилятор, при помощи которого отсасывается воздух из зоны горения, затем подается в зону подогрева и подсушки и отсасывается наружу.
Процесс подготовки считается законченным, если в камере достигнута температура 500-600 градусов Цельсия. Температура обжига обжига кирпича 950-1000 градусов Цельсия. Вагонетки с насаженным на них кирпичом-сырцом вталкивается гидравлическим толкателем в печь, фартуки вагонеток заходят в желоба с песком, отделяя тем самым подвагонеточное подпространство от зоны обжига. Выталкивание вагонеток из печи с обожженным кирпичом производится лебедкой. Подача вагонеток на садку также производится при помощи лебедки. В качестве топлива применяется газ. Регулировка подачи газа в печь производится в зависимости от температуры в камерах печи. При этом необходимо следить за тем чтобы огонь был равномерным по всему сечению печи. Обжиг считается законченным, если цвет накала садки достигнет ярко -вишнево-красного каления. Выгруженный из печи и отсортированный от брака кирпич укладывается на поддоны.
Определение марочности кирпича производится от каждой условно принятой партии в количестве 100 000 шт.
Смотрите также:
Возможный путь выхода из создавшейся ситуации видится в самостоятельном изготовлении глиняного кирпича
Кирпич как строительный материал…. В основном это красный кирпич .
По определению кирпич — это искусственный камень, имеющий форму прямоугольного параллелепипеда и получаемый
Керамическую (гончарную) глину применяют в производстве облицовочного кирпича и плиток, пустотелых блоков
Через 3-4 дня заготовки складывают в обычные «клетки», размеры которых увеличивают по мере высыхания кирпича
кирпич глиняный обожженный (ГОСТ 530 и ГОСТ 5158); кирпич глиношлаковый обожженный; кирпич силикатный автоклавный
www.bibliotekar.ru/spravochnik-128-stroitelnye-raboty/36.htm
Для уменьшения потерь кирпича при погрузке и повышении производительности труда кирпич и другие каменные материалы
Замачивать кирпич, особенно с применением рамок, лучше в ящике размером 600 х 300 х 300 мм или в какой-либо другой
Керамический кирпич — искусственный камень в форме прямоугольного параллелепипеда
горизонтальные каналы, поперечные штабелю, шириной 6 см, которые оставляют через каждые 6-8 кирпичей. .
Силикатный кирпич — искусственный безобжиговый стеновой материал, изготовляемый из смеси кварцевого песка
Кирпич , пожалуй, самый древний искусственный строительный материал. Делают кирпич из глины
Известково-шлаковый и известково-зольный кирпичи являются разновидностью силикатного кирпича
Силикатный известково-песчаный кирпич по своей форме, размерам и основному назначению не отличается от глиняного кирпича
Тугоплавкий гжельский кирпич изготавливают из тугоплавкой глины, добываемой около города Гжель Московской области
в производстве силикатного кирпича иногда отсутствует операция помола известково-кремнеземистой смеси
Облицовочный кирпич или кирпичная облицовка, как его иногда называют, это относительно тонкий глиняный кирпич
При изготовлении кирпича и пустотелых керамических камней применяют в основном пластический
Силикатный кирпич. На долю силикатного кирпича приходится значительная часть всего объема стеновых материалов
Кирпич является достаточно прочным и долговечным материалом. Его стойкости может позавидовать сталь
Кирпич и камни должны иметь две лицевые поверхности — ложковую и тычковую. По соглашению с потребителем
К стеновым керамическим материалам относятся: кирпич обыкновенный, кирпич утолщенный, кирпич модульных размеров
Таким застройщикам можно посоветовать выполнять кладку наружных стен из дырчатого кирпича
Промышленное изготовление кирпича в наши дни по сути своей ничем не отличается от старинного
Наряду с кирпичом керамическим обыкновенным в группу стеновых керамических материалов входят различные виды
Кирпич рядовой полнотелый — для возведения несущих стен. Кирпич глазурованный — для облицовки внутренних и
Пустотелый кирпич пластического формования имеет сквозные щелевидные или круглые отверстия, а полусухого
Кирпич пустотелый с круглыми или прямоугольными пустотами, вертикально расположенный по отношению к постели
Применение современных систем управления процессом подачи тепла при обжиге кирпича в туннельных печах
Наращивание темпов строительства и конкуренция между производителями строительных материалов в России вызывают необходимость увеличения количества и улучшения качества строительного керамического кирпича. Эта задача может быть решена путем усовершенствования систем управления технологическими процессами, в частности обжига, который находится в конце производственного цикла. Именно во время этой операции формируются свойства продукции, которые определяют понятие «качество». Процесс обжига проводят преимущественно в туннельных печах, оснащенных, в большинстве, газогорелочными устройствами, не отвечающими современным требованиям по интенсификации теплообмена в печном канале. Это приводит к значительному снижению качества обжига или к потере производительности и, как следствие, к повышению удельного расхода топлива на обжиг.
Наиболее типичными недостатками отечественных туннельных печей являются:
- большой перепад температур по вертикали обжигательного канала в зоне подготовки (300°C и более), что обусловлено неудовлетворительной системой рециркуляции;
- неудовлетворительная конструкция горелочных устройств, их плохая регулируемость и отсутствие возможности определения их тепловой мощности;
- низкий уровень автоматизации систем безопасности и печи в целом.
Все эти недостатки приводят к снижению качества продукции и производительности (особенно перепад температур по вертикали обжигательного канала) печи. Поэтому замена старых газогорелочных устройств на современные с реконструкцией системы управления нагрева, учитывающей все стадии физико-химических превращений в процессах нагрева керамики, является актуальной задачей.
В настоящее время наиболее эффективными средствами по устранению вышеупомянутых проблем является оснащение туннельных печей скоростными горелками в зоне подготовки и сводовыми горелками в зоне обжига, а также внедрение современных систем управления и контроля, позволяющих использовать импульсный режим работы горелок.

 Рис. 1 Туннельная печь
Рис. 1 Туннельная печь Рис. Туннельная печь
Рис. Туннельная печь
Одна из главных функций любой системы управления процессом нагрева – это регулирование подвода тепла в соответствии с технологическими потребностями. При использовании импульсного режима управления горелки работают в режиме большого пламени в течение контролируемого промежутка времени и затем циклически переключаются в режим малого пламени или полностью выключаются. Промежуток времени, когда горелка работает в режиме большого пламени, затем в режиме малого или отключена, управляется процессорным контроллером. Каждая горелка регулируется независимо от других горелок, что увеличивает гибкость и точность управления.
В традиционных системах управления сжиганием, горелки работают в диапазоне между большим и малым пламенем. Как правило в таких системах некоторое количество горелок, жестко привязанных друг к другу, разжигаются и контролируются совместно.
Хотя импульсный режим работы является относительно новым в России, он широко используется в Европе уже более двадцати лет. Фирма Kromschroeder была пионером в области импульсного сжигания и продвигала идею горелок для индивидуального импульсного режима работы в промышленности. Концепция и необходимые технические средства тщательно разработаны, проверены и испытаны в различных отраслях промышленности. Идея разработана в одном из университетов, а фирма Kromschroeder занималась проектированием средств управления и специальных клапанов, которые являются основой успешного импульсного режима работы.
На рис. 2 приведена схема пропорциональной системы управления. В данной схеме имеется одна регулирующая воздушная заслонка с приводом и по одному регулятору соотношения воздух/газ на каждой горелке. В момент, когда процесс требует большего количества тепла, температурный контроллер дает сигнал на открытие воздушной заслонки. Увеличивающееся в результате этого давление воздуха через импульсную линию, расположенную за воздушной заслонкой, воздействует на мембрану регулятора соотношения воздух/газ. Давление воздуха поднимает диафрагму, открывая седло клапана, чтобы увеличить расход газа на горелки. Поскольку давление газа растет, оно действует на диафрагму регулятора, создавая равновесие давления между воздухом и газом. Давление газа на выходе приблизительно равно импульсному давлению воздуха. В такой системе контроллер управляет одновременно всеми горелками, объединенными одной воздушной заслонкой, то есть расход газа и время работы всех горелок одинаковы, независимо от их расположения в печи.
 Рис. 2 Пример системы плавного регулирования
Рис. 2 Пример системы плавного регулирования Рис. 3 Пример системы импульсного регулирования
Рис. 3 Пример системы импульсного регулирования Рис. 4 Сводовая горелка
Рис. 4 Сводовая горелка
Главным отличием системы импульсного регулирования (рис. 3) от представленной выше системы является наличие электромагнитного клапана (заслонки) на линии подачи воздуха каждой отдельной горелки. Таким образом появляется возможность независимого управления временем включения и мощностью любой горелки в системе.
Сводовые горелки
Основным видом брака при обжиге кирпича является недожог нижних рядов садки, что обусловлено конструктивными особенностями эксплуатируемых туннельных печей. Группы высокоскоростных сводовых горелок обеспечивают постепенный нагрев изделий и стабильную температуру обжига по ширине и высоте туннеля печи, что крайне важно для получения стабильного размера готовых изделий (рис. 4).
Применение специальных горелок с отверстиями для продувки воздухом фирмы Kromschroeder служит равномерному распределению температуры в окислительной или восстановительной печной атмосфере (рис. 5).
Скоростные сводовые горелки играют немаловажную роль в процессе создания однородного температурного поля за счет кинетической энергии струи продуктов сгорания обеспечивая выравнивание температуры по высоте садки.
Концепции импульсного управления работой горелок керамических обжиговых печей
В туннельных обжиговых печах одновременно протекает ряд сложных процессов: горение топлива, движение продуктов горения в рабочем пространстве печи, теплообменные и массообменные процессы, связанные с экзотермическими и эндотермическими эффектами в обжигаемых изделиях. Формирование черепка изделий при обжиге достигается оптимальным выбором температуры и времени нагрева полуфабриката, а также химическим составом печной атмосферы (газовым режимом) и временем обжига.
Наиболее оптимальна конструкция печи для обжига, соединяющая в себе равномерное распределение теплоносителя по высоте туннеля и интенсивное его движение в поперечном сечении сушилки. Зона обжига туннельной печи, как правило, делится на несколько зон с различными характеристиками по температуре и скорости нагрева.
Импульсный режим работы позволяет установить необходимое температурное поле по длине печи, независимо от количества зон, так как горелочные устройства автономны.
Преимущества импульсной системы управления
Более последовательный и точный контроль соотношения воздух/газ и подводимой мощности к системе, так как горелка настраивается всего на несколько стационарных режимов горения.
Пример установки сводовых горелок фирмы «Кромшрёдер» на Норском керамическом заводе (Ярославль) Увеличение производительности возможно за счет установки на печь горелок большей мощности, без ухудшения качества регулирования. Более интенсивная циркуляция дымовых газов, по сравнению с системой плавного регулирования, обеспечивает равномерное распределение температуры, что при увеличении мощности позволяет существенно сократить цикл обжига без снижения качества.
За счет полностью автоматизированной системы регулирования температуры в печи может быть достигнута большая гибкость управления технологическим процессом. В печах туннельного типа наличие большого числа управляемых зон горения позволяет создавать требуемое по условиям технологического процесса температурное поле по всей длине печи. Импульсный режим работы не ограничивает количество зон. Так как каждая горелка может регулироваться отдельно, появляется возможность тонкой регулировки мощности в печи.
Импульсный режим работы горелок позволяет добиться серьезного снижения брака за счет оптимизации процесса горения и точного регулирования температурного поля в продольном и поперечном сечениях печи. Интенсивная циркуляция продуктов сгорания и автоматизированная система поддержания температуры способствуют равномерному прогреву материала по всей высоте садки. При использовании импульсного режима можно снизить до минимума разницу скоростей сушки сырца по вертикали печи, который является одной из основных причин брака продукции при обжиге.
Существенная экономия топлива обуславливается сохранением точных соотношений газ/воздух в течение всего процесса сжигания, а также хорошим смесеобразованием присущим всем горелкам «Кромшрёдер». Соотношение воздух/газ может быть установлено очень близко к отношению 10:1 для всех режимов работы горелки. В зонах предварительного подогрева в туннельных печах или печах непрерывного действия может использоваться избыточный воздух. Благодаря этому экономия топлива составляет 20–25%.
Повышение безопасности и уменьшение времени вынужденного простоя обеспечивается за счет наличия у горелок фирмы «Кромшрёдер» индивидуального контроля пламени в каждой горелке. Пропадание одного контрольного сигнала по какой либо причине не влияет на работу других горелок в системе. При необходимости увеличения количества подаваемой теплоты система импульсного управления просто игнорирует любую горелку в цикле без контрольного сигнала пламени, и другие горелки компенсируют недостачу до тех пор, пока не будет устранена причина дефектного сигнала. Автоматизированное управление также обеспечивает автоматизированный, надежный и простой розжиг горелок.
Другой результат более точного контроля, предлагаемого импульсными системами, это уменьшение загрязнения воздуха. Могут быть значительно снижены уровни выбросов NOx.
Стоимость капитальных вложений может быть уменьшена в многозонных печах с импульсной системой, так как требуется только одна магистраль воздуха и газа. Это так же очень важный фактор. Если в системах с пропорциональным регулированием каждая зона имеет как минимум собственный воздухопровод, что обычно налагает ограничение на количество зон печи, то при импульсном управлении удвоение количества регулируемых тепловых зон не вызывает проблем. Устраняются такие факты как неравномерность загрузки, улучшается равномерность нагрева.
Особенности обжига кирпича
Зачем нужен обжиг кирпича? Одним из самых древних ремесел является строительство. Издревле люди сооружали себе жилища. Изначально для этого использовались ветки и листья, далее в ход пошла глина. С развитием человечества стройматериалы менялись. Сегодня очень популярен кирпич.
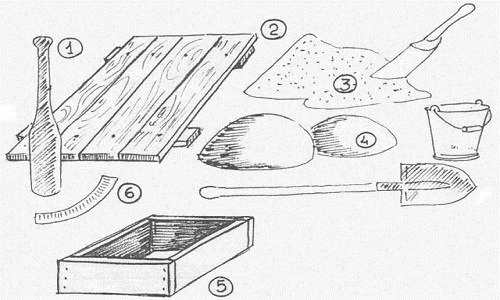
Материал и инструменты для изготовления кирпича: 1 пест (толкун), 2 настил, 3 песок с совком, 4 глина с лопатой, 5 творило, 6 скоба или скребок.
Такой материал актуален для жителей сельской местности, причем его производством они занимаются самостоятельно. Самая простая технология его производства требует наличия глины и дополнительных компонентов. Полученные формы высыхают, а затем следует процесс обжига кирпича. Сразу стоит сказать, что эта работа требует контроля над температурами во время финального обжига. Иначе глина не создаст качественного материала.
Как выглядит процесс изготовления кирпичей?
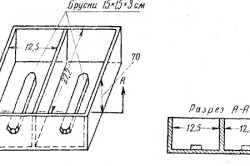
Форма-поддон на два кирпича-сырца.
Для того чтобы обжечь кирпич, его сначала нужно изготовить. Для этого можно воспользоваться одним из трех возможных способов:
- Необожженный кирпич, в процессе производства которого добавляется рубленая солома или саман.
- Кирпич-сырец.
- Обожженный кирпич из глины.
Необходимо рассмотреть каждую технологию в отдельности.
Первый тип кирпича требует при изготовлении соблюдения всех правил технологии. Если все делать правильно, то полученный стройматериал составит конкуренцию обожженному кирпичу.
Строение, возведенное с соблюдением всех правил, может прослужить не меньше 70 лет. Правильно подобранная толщина стены обеспечит комфортное пребывание в доме зимой и летом.
Чтобы самостоятельно сделать кирпичи, необходимо приготовить для них формы. Для этого берутся доски толщиной в 25 мм и несколько фанерных отрезков. Стандартный размер кирпича 250х120х65 мм, поэтому и формы должны иметь соответствующие размеры. Чтобы такие кирпичи лучше сцеплялись со связующей смесью, в верхних и нижних крышках делаются конические выступы. После застывания на плоскостях кирпича получатся выемки.

Схема печи и укладки кирпича-сырца для обжига дровами.
Детали будущей формы соединяются между собой при помощи гвоздей (длиной в 5-6 см). Накрывающая крышка должна легко закрываться и сниматься.
Для изготовления «домашних» кирпичей понадобятся:
- контейнер для замеса раствора (глины),
- тощая и жирная глина,
- совковая лопата,
- солома,
- вода,
- формы,
- металлический шпатель.
Сам процесс изготовления выглядит следующим образом:
- В контейнер высыпаются два вида глины и измельченная солома. Пропорция компонентов должна равняться 1:1:5. Далее добавляется вода, и полученную смесь замешивают лопатой до однородной консистенции. Тут сразу стоит отметить, что от качества измельчения и просушки соломы зависит прочность получаемого изделия. Лучше всего для этих целей подойдет пшеничная солома, точнее ее стебли.
- Далее полученной смесью заполняются формы. Но их надо изначально смочить с внутренней стороны водой, а затем присыпать цементом или мелкой пылью. Такая обработка поверхности поможет в дальнейшем без труда вытаскивать готовые изделия.
Раскладывая раствор по формам, его необходимо утрамбовывать, для того чтобы кирпич имел правильную геометрическую форму. Лишнюю смесь, выступающую за края, снимают при помощи шпателя. После этого закрывают верхнюю крышку. По прошествии некоторого времени ее снимают, саму форму переворачивают и вынимают изделие. Но такую процедуру необходимо выполнять на какой-либо поверхности, чтобы кирпич лежал на плоскости.
Практические рекомендации
Во время испарения происходит усадка кирпича, которая равна максимум 15%.

Виды кирпича из обожженной глины.
Если изделие остановилось в усадке, это еще не значит, что из него испарилась вся влага. Поэтому во время сушки лучше всего, если кирпичи будут находиться на каком-нибудь стеллаже с навесом, так как попадание прямых солнечных лучей будет губительно на них сказываться. В то же время кирпичам необходимо хорошее проветривание. Следует учитывать климат местности: каковы влажность и температура, как часто дуют ветра и с какой силой? Среднее время для полной просушки может занимать от одной до двух недель.
Но сразу нужно отметить, что такой тип кирпича имеет низкую водостойкость. Поэтому ему необходима дополнительная защита. Этот вопрос можно решить несколькими вариантами:
- Свес кровли желательно делать не меньше 0,6 м.
- Во время кладки кирпича следует обязательно делать тщательную перевязку.
- Строя дом, следует позаботиться о том, чтобы все проемы как дверные, так и оконные, располагались от углов не меньше чем на 1,5 м.
- После того как стены высохнут и пройдет естественная усадка, их необходимо облицевать или оштукатурить. Материал подбирается по вашему усмотрению.
Что касается необожженного кирпича без соломы, то технология его производства схожа с саманом. Только, соответственно, место соломы занимает песок. Соблюдается та же пропорция (1:5). Оптимальным вариантом считается кварцевый песок с диаметром частиц мелкого размера.
Технология производства обожженного кирпича
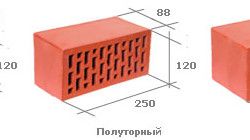
Типовые размеры строительных кирпичей.
Хотелось бы сразу предупредить, что изготовление кирпича-сырца это трудоемкий процесс. Поэтому не каждый сможет с этим справиться.
Обжиг включает в себя три процесса:
- прогревание,
- обжиг,
- охлаждение.
Несколько слов о каждом процессе в отдельности:
Для того чтобы прогреть и обжечь такой тип кирпича, можно использовать металлическую бочку (объем 200-250 л). Для этого у нее вырезается днище. Ее устанавливают на железную печку, у которой отсутствует верх. Этот процесс осуществим и на обыкновенном костре. Только для этого надо подготовить яму глубиной в 0,5 м. Сама бочка укрепляется над ней на ножки, высота которых должна приравниваться 0,2 м. Такая установка поможет равномерно прогреть изделие.
Заготовки укладывают слоями, оставляя между каждым кирпичом небольшое пространство до заполнения. После этого сверху она накрывается крышкой из металла. Она будет препятствовать попаданию холодного воздуха, оставляя внутри постоянную высокую температуру.
Для того чтобы температура обжига была постоянной, огонь под бочкой должен гореть беспрестанно на протяжении 20 часов. Но тут сразу стоит оговориться, что длительность может быть больше или меньше. Все зависит от качеств используемой глины, поэтому изначально рекомендуется сделать несколько проб, чтобы установить точную продолжительность обжига.
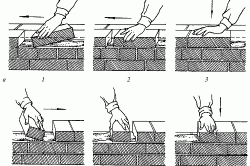
Последовательность действий при кладки кирпича: А ложковый ряд, Б тычковый ряд.
Обжиг способствует тому, что из глины уходит вся вода, при этом карбонаты частично теряют свою связь. Происходит сгорание всех органических примесей. Бочка позволяет равномерно прогреть все заготовки, находящиеся внутри нее.
Под воздействием температуры (для легкоплавкой 800-1000° С, для тугоплавкой 1100-1200° С) глина за счет спекания переходит в новую структуру керамику.
Этот процесс тоже производится в бочке, но делится на несколько этапов. В первую очередь крышку нельзя открывать. Сама температура регулируется путем уменьшения подачи топлива. Она должна опускаться медленно (вплоть до отметки в 650° С). После этого показателя процесс ускоряется, а уже через 6 часов крышку можно снять.
На этом этапе необходимо приложить максимум усилий и терпения, так как если обожженный кирпич будет поддаваться перепадам температуры, то глина даст трещину.
Чтобы проверить качество готового продукта, его разламывают на половины. Если внутри цвет однородный, а структура везде имеет сходную консистенцию, то кирпич изготовлен правильно. Далее части заливаются водой. В процессе размокания кирпича наблюдается: появится ли на разломе расхожесть оттенков. Если половины не размоются, то такой материал вполне пригоден для строительства.
Как определить непригодность кирпича?
Если совершать обжиг в первый раз и без помощи профессионала, то можно допустить ряд ошибок, которые существенно скажутся на качестве стройматериала. Даже по внешнему виду кирпича можно определить брак:
- Если во время обжига соблюдалась технология, то полученный кирпич должен иметь оранжево-красный цвет. Форма его должна быть четкой и напоминать прямоугольник. Если по такому кирпичу ударить молотком, то он будет издавать чистый звук, в то время как бракованный издает глухой. Такой дефект возникает вследствие маленькой температуры во время обжига.
- Светло-красные кирпичи с неоднородным оттенком на изломах скажут о неправильности процесса обжига. Значит, температура была недостаточной. Если заготовка имеет темно-серый или сине-черный цвет, то это говорит о том, что ее «сожгли».
- Повреждение краев. Такой брак может возникать в случае небрежного переноса кирпичей или неаккуратного извлечения из форм. Любые искажения поверхности указывают на то, что кирпич недосушили, перед тем как предавать его обжигу. Трещины, как уже говорилось выше, образуются из-за резких скачков температуры.
Следует помнить, что любое строительство должно начинаться с замачивания кирпича, иначе он будет тянуть воду из связующего раствора. В дальнейшем, если обойти такой подготовительный этап, построенное здание может быть ненадежным. Поэтому важно не только правильно изготовить кирпич, но и ответственно подготовить его к будущей кладке.
Брак: когда можно отказаться от кирпича?
При покупке кирпича застройщики сталкиваются с проблемой оценки качества товара. Из-за частой смены государственных стандартов и большого количества информации покупатели не знают, что является браком. Некоторые внешние особенности изделий не относятся к дефектам и не влияют на свойства постройки.

Пережог и недожог
Глина не является однородным материалом, она содержит целый комплекс минералов, которые под действием высоких температур приобретают стекловидную структуру. Чем дольше обжигают кирпич, тем выше его прочность, но это не означает, что можно до бесконечно нагревать материал для повышения марки. Когда стекловидная фракция превышает 8-10%, то кирпич становится пережжённым.
Старый ГОСТ 530-95 говорил о недопустимости поставки пережженных или недожженных изделий. Из современного норматива ГОСТ 530-2012 исчезли эти понятия, но это не означает, что заказчик может не обращать внимание на некачественную температурную обработку.
- Пережжённый кирпич имеет темный цвет и стекловидную поверхность, часто он может иметь проблемы с геометрией.
Иногда производители утверждают, что пережог является преимуществом, так как благодаря этому повышается прочность изделия и снижается водопоглощение. Проблема заключается в том, что при кладке на раствор вода из цементно-песчаной смеси впитывается плохо. Из-за этого не происходит химического взаимодействия между материалами.
- Недожжённый кирпич отличается розоватым цветом, он рыхлый и легко крошится. Прочность таких изделий обычно не соответствует марке всей партии. При ударе друг об друга кирпичи издают глухой звук.
Высолы
В глине могут содержаться солевые примеси, которые при воздействии влаги выпадают на стенах в виде белого налета. Проблема этого дефекта в том, что он может проявляться не сразу, а уже после завершения строительства. К тому же сложно установить причину, так как примеси могут попасть в кирпичи из грунта, кладочного раствора или воды. ГОСТ не нормирует высолы в качестве дефекта для рядового кирпича, а для лицевого белый налет является браком.
Производитель должен проводить испытания на примеси, заказчик может запросить паспорт качества, который составляется по результатам приемки. Также можно самостоятельно проверить кирпич на высолы, для этого изделие разламывается на две части и на 7 суток опускается сломом в дистиллированную воду. Затем обломки сравнивают друг с другом в соответствии с нормативами.
Нарушения геометрии
Неровности и перекосы плоскостей кирпича сказываются на качестве кладки.
- Перерасход раствора. На неровные изделия уходит больше цементно-песчаной смеси.
- Неаккуратный внешний вид из-за разной толщины шва.
- Прочность кладки снижается из-за увеличения толщины прослоек раствора.
По ГОСТу отклонения по длине не должны превышать 4 мм, по ширине – 3 мм,
по толщине для рядового – 3 мм, для лицевого – 2 мм.
По ГОСТу для оценки внешнего вида и геометрии случайным образом отбирают 35 кирпичей. Партия не подлежит приемке, если 2 кирпича не соответствуют требованиям стандарта.
Трещины и сколы
Тут важно разделять производственные дефекты и повреждение в процессе доставки и разгрузки.
- За производственные отвечает поставщик. Баланс компонентов в сырье определяет качество конечного продукта. Если в кирпиче много глинистых частиц, то вода из него плохо испаряется. Наличие при этом значительной доли паров воды при высокой температуре на начальных этапах обжига может приводить к появлению разрывов и трещин.
- Доставка и разгрузка. Если заказчик самостоятельно организует эти мероприятия, то поставщик не будет нести ответственность за ущерб. Например, можно повредить кирпич, если перевозить его по неровной дороге на манипуляторе. Для транспортировки лучше использовать технику с хорошей амортизацией.
ГОСТ устанавливает допустимое количество внешних дефектов.
- Трещины на облицовочном кирпиче не допускаются. На рядовом — их может быть больше 4.
Трещины на перегородках между полостями у пустотелого кирпича не являются дефектами.
- Отколы («отстрелы») появляются из-за включений извести, которая при обжиге разрывает глину. Производители стараются тщательно измельчать глину, но это не всегда помогает. Отколы по ГОСТу признается дефектами, но их количество не нормируется.
По старому ГОСТу 530-2007 отколы не допускались на облицовочных изделиях,
на рядовых их общая площадь не должна была превышать 1 см.кв.
- Посечка — это трещина шириной не более 0,5 мм, у облицовочного кирпича их длина не может быть больше 40 мм. Для рядового – этот параметр не регламентируется.
- Отбитости глубиной меньше 3 мм не считаются браком, больше 15 мм – не допускаются на облицовочных кирпичах, для рядовых изделий их может быть не больше 4.
Отверстия у полнотелого кирпича
Покупатель может подумать, что ему по ошибке привезли пустотелое изделия. На самом деле кирпич считается полнотелым, если пустоты не превышают 13% от объема. У таких изделий отверстия имеют технологическое назначение и связаны с определенным способом производства. Их может быть много небольшого размера или несколько, но с крупным диаметром.
Белые точки на кирпиче
Часто такой налет можно принять за брак, на самом деле это шлак, который некоторые производители целенаправленно добавляют в глину. В процессе обжига этот компонент соединяется с основой кирпича, в результате чего повышается прочность изделия.
Контактные пятна
Иногда за пережог принимают любые темные пятна. На самом деле такая расцветка появляется в результате технологии обжига, когда в состав глины замешивают компоненты, которые ускоряют твердение (угольная пыль, опилки). В результате химической реакции выделяется оксид железа, который придает изделию черный цвет.
По ГОСТу контактные пятна и темная сердцевина не считаются дефектами, так как они не ухудшают характеристики. Это справедливо для рядового кирпича, но на лицевой керамики такие отметки испортят фасад здания. По этой причине внешний вид облицовочных изделий обговаривается в договоре поставки. Если внешний вид товара не соответствует параметрам из соглашения, то заказчик может отказаться от партии.
Параметры внешнего вида регламентируются в договоре для лицевых граней,
их не может быть меньше двух (боковая – тычковая и продольная – ложковая).
Можно ли отказаться от партии кирпича?
По закону «о защите прав потребителей» можно отказаться даже от партии кирпича надлежащего качества. При покупке в обычном магазине срок на раздумья – 14 дней, в интернет-магазине – 7 дней, если это установлено договором. Если клиент не был проинформирован о таком сроке возврата, то дистанционную покупку можно отвезти обратно в течение 90 дней.
Транспортные расходы по возврату товара надлежащего качества продавцу лягут на покупателя.
Также должен быть сохранен внешний вид изделий и упаковка.
Возврат кирпича ненадлежащего качества осуществляется в следующих случаях.
- Партия не содержит определенного количества изделий по договору.
- Параметры товаров не соответствует тем, о которых заявлял поставщик.
- Качество кирпича не отвечает стандартам.
- Больше 5% изделий битые.

