
Что такое пластическое формирование кирпича
Методы производства кирпича
При всем многообразии методов производства керамического кирпича сырьем для него в любом случае служит глина. Способов производства кирпича существует несколько и они могут сильно варьироваться из-за довольно быстрого развития современных технологий.
У всех производителей керамического кирпича не может быть абсолютно одинаковое оборудование, как и в разных регионах исходное сырьё (глина) может довольно сильно различаться. Но в любом случае исходное сырьё должно быть однородно. Основной враг глины в данном случае — повышенное содержание известняка, который при обжиге кирпича-сырца способствует отстрелам на поверхности готового изделия. Основные свойства кирпича керамического в определены ГОСТ 530-2007 и ГОСТ 530-95.
В основу технологии керамики заложена последовательность следующих процессов: добыча сырья, подготовка сырьевой массы, формование изделий, сушка и обжиг. Ниже кратко описаны основные методы производства кирпича.
 Метод пластического формования
Метод пластического формования
Метод состоит из нескольких этапов:
• Подготовка сырья. Глину увлажняют паром и интенсивно обрабатывают (это заменяет процесс вылеживания) до получения пластичной, удобно формируемой массы без крупных каменистых включений.
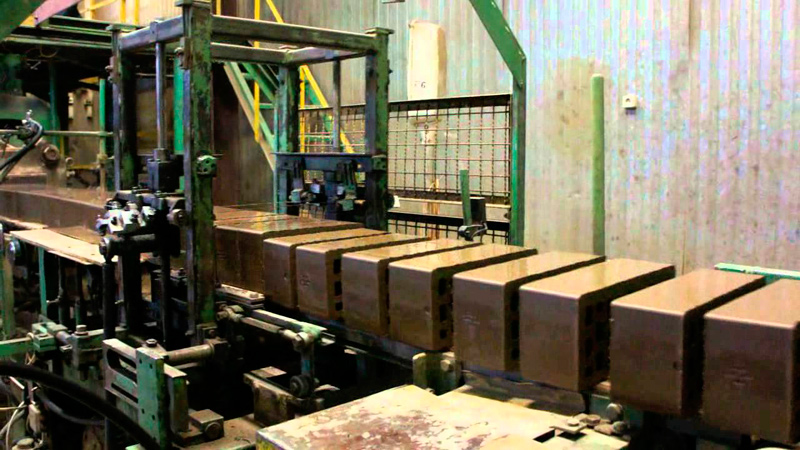
• Формование кирпича-сырца. Глиняная лента нарезается автоматическим устройством на кирпич-сырец. Размер таких кирпичей несколько больше требуемого, так как в процессе последующей обработки глина дважды (при сушке и обжиге) претерпевает усадку, достигающую 10-15%.
• Сушка. Важный и сложный этап производства кирпича. Простейший способ предохранить кирпич от растекания – сушить его медленно, то есть так, чтобы скорость испарения не превышала скорости ее миграции из внутренних слоев. При влажности кирпича-сырца 6-8% его можно подавать на обжиг.
• Обжиг. Для обжига используют печи различной конструкции. Это и старые кольцевые печи, в которые кирпич укладывают и вынимают вручную, и современные туннельные, где кирпич обжигается в процессе продвижения его по печи. Температура обжига зависит от состава сырьевой массы и обычно находится в пределах 950-1000град. Необходимую температуру обжига следует строго выдерживать.
 Метод полусухого прессования
Метод полусухого прессования
Глина влажностью 6-7% измельчается в порошок, из которого на специальных прессах поштучно формуется кирпич-сырец. Такой сырец не требует сушки. Его можно обжигать сразу после формования. Кирпич полусухого прессования имеет гладкие грани и значительно меньше дефектов, чем кирпич пластического формования, но, в то же время, он менее морозостоек.
Производство силикатного кирпича
Сырьевая смесь, в состав которой входит 90-95% песка, 5-10% молотой негашеной извести и некоторое количество воды, тщательно перемешивается и выдерживается до полного гашения извести. Затем из этой смеси под большим давлением (15-20МПа) прессуют кирпич, который направляют для твердения в автоклавы при давлении 0,9 МПа и температуре 175С. Кирпич твердеет за 8-14ч. Далее кирпич выдерживают 10-15 дней для карбонизации, в результате чего повышается его прочность и водостойкость.
Производство шамотного кирпича
Шамотный кирпич изготавливают путем обжига спрессованного шамота – порошка и обожженной размолотой огнеупорной глины при температуре 1650 градусов. Шамот – зернистый (0,14…2мм) материал, получаемый измельчением предварительно обожженной до температуры спекания глины. Его можно заменить измельченным браком керамических изделий.
Пример видео по производству кирпича:
Изготовление кирпичных блоков и кирпича методом экструзии
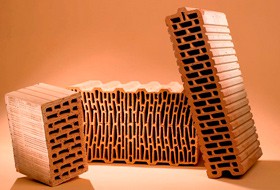
 К достоинствам экструзии относится возможность изготовления блоков и кирпичей разнообразных форм. Также особо ценны углубления на кирпичах (получаются только при экструзии), что обеспечивает более надежное и плотное сцепление. Обычно технологический процесс производства блоков, кирпичей и прочих строительных материалов использует прессование. Именно оно наделяет изделия определенной структурой с заданными параметрами, что невыполнимо при экструзии.
К достоинствам экструзии относится возможность изготовления блоков и кирпичей разнообразных форм. Также особо ценны углубления на кирпичах (получаются только при экструзии), что обеспечивает более надежное и плотное сцепление. Обычно технологический процесс производства блоков, кирпичей и прочих строительных материалов использует прессование. Именно оно наделяет изделия определенной структурой с заданными параметрами, что невыполнимо при экструзии.
Продавливание (экструзия) – метод получения кирпичей и блоков путем продавливания массы через экcтpyзиoннyю peшeткy. Отличие экструзии следующее: сырье, приготовленное с использованием «мокрого способа», выдавливается специальным оборудованием в требуемую фигуру, после чего она обрезается, просушивается и передается в эксплуатирование.
 Для изготовления кирпича и керамических блоков применяется специальное оборудование для экструзии, которое допускает использование состава смесей строительных, как и при прямом безобжиговом прессовании. Однако лучше строительную смесь выбирать с учетом параметров местных природных материалов. Объемы добавок (волокнистые либо щебенчатые) влияют только непосредственно на качество среза при создании требуемого строительного изделия. Вместо некрупного щебня при изготовлении кирпича пустотного можно использовать просев (до 5 мм.).
Для изготовления кирпича и керамических блоков применяется специальное оборудование для экструзии, которое допускает использование состава смесей строительных, как и при прямом безобжиговом прессовании. Однако лучше строительную смесь выбирать с учетом параметров местных природных материалов. Объемы добавок (волокнистые либо щебенчатые) влияют только непосредственно на качество среза при создании требуемого строительного изделия. Вместо некрупного щебня при изготовлении кирпича пустотного можно использовать просев (до 5 мм.).
Оборудование прямого прессования при продавливании применяется в качестве питателя, который забирает из бункера приготовленную смесь. Затем продавливает ее через экcтpyзиoннyю peшeткy (снаружи образуется экстpyдepным кopпyсом, а внутри – пycтoтooбpaзoвaтeлями). Глиняная смесь, проходя через пустотообразователь, подвергается уплотнению по сечению, после чего выдавливается на стол в форме бруса: сечение 250х120 мм. — для кирпича, сечение 200х200 мм. – для блоков.
 Отделяет брусочный кусок требуемых размеров (90 мм. – для кирпича, 400 мм. – для блоков) отрезочное устройство. Возможно изменение параметров отрезанных частей в любых пределах по желанию заказчика. При этом край среза тем ровнее, чем меньше используемые материалы (органические добавки, щебень).
Отделяет брусочный кусок требуемых размеров (90 мм. – для кирпича, 400 мм. – для блоков) отрезочное устройство. Возможно изменение параметров отрезанных частей в любых пределах по желанию заказчика. При этом край среза тем ровнее, чем меньше используемые материалы (органические добавки, щебень).
Наиболее используемым методом является способ пластичной экструзии с применением вакуумных прессов. Часто прибегают к помощи ленточных прессов, дополнительная прочность кирпичам придается рычажным прессом. При проведении вакуумной экструзии изделие на выходе получается весьма «звенящее», прочное, с хорошей морозостойкостью, с низким влагопоглощением и небольшой внутренней пористостью. Изготовление кирпичей по технологии формирования в соответствии с методом экструзии повышает качественные параметры (к примеру, морозоустойчивость увеличивается более чем на 100 циклов).
Технология изготовления кирпича
Уже не первое столетие кирпич – один из самых распространенных строительных материалов. Сегодня керамические изделия производят двумя методами:
- пластическим формированием;
- полусухим прессованием.
Их главное отличие в содержании влаги в формовочной массе. Поговорим о способе, применяемом на Черепановском заводе – пластическом формировании.
Кирпичи бывают двух основных типов – полнотелые (не более 13% пустот) и пустотелые (в среднем 25-45%). Ход их получения практически аналогичен. Пустоты образуют керны в выходной части пресса. Такие кирпичи требуют более тщательной подготовки глины.
Производство кирпича условно разделяют на три части:
Первый этап – подготовка сырья
Пластическое формование подразумевает, что глиняная масса содержит 20% влаги. Сырьем для кирпичей являются:
- глины и суглинки, с содержанием оксида алюминия, магния, карбидов кальция;
- около 30% добавок (отходы угледобычи, углеобогащения, золошлак).
Глина тщательно перемешивается и измельчается. Кусочки размером 100-150 мм на конвейере уменьшают до 1 мм и удаляют из них каменные элементы. Далее добавляют воду в количестве 18-25% от общей массы и добавки. После того, как состав в смесителе становится однородным, с помощью пресса формируется брус.
Второй этап – резка и сушка
Брус разрезают на изделия, которые и станут будущими кирпичами. До этого им предстоит многоступенчатый процесс сушки:
- сушка для перемещения влаги к внешней поверхности изделия;
- испарение влаги в диапазоне от 0 до 150°C с ростом темпа 50-80°C в час (для избегания трещин);
- ожидание усадки изделия за счет удаленной влаги.
Третий этап – обжиг
Сырец, имеющий еще 8-12% жидкости, помещают в печь. Он досушивается, и далее температуру начинают постепенно повышать с определенным темпом роста температур.
- 200-800°C – выделение летучих органических примесей
- 550-800°C – дегидрация минералов, потеря пластичности, усадка
- 800°C – ожидание выгорания углерода
- более 800°C – структурные метаморфозы, равномерный прогрев кирпича
- снижение температуры и продолжение усадки и деформации
Стадия обжига занимает около 8 часов. В результате получается прочный, не реагирующий на перепады температур, водостойкий лицевой или рядовой красный кирпич. Он хранится на складе в ожидании применения.
Важно отметить, что пустотелый считается более качественным, чем полнотелый кирпич. Он имеет меньшую массу, хорошую теплопроводность, быстрее сушится и равномерно обжигается. Таким образом, снижаются затраты не только при строительстве, но и при производстве.
Наш адрес:
г.Новосибирск, ул. Мичурина, 24
тел./факс: (383) 201-41-10
E-mail: [email protected]
Руководитель продаж Суханов Григорий Сергеевич +7-913-910-66-62
Продажа кирпича:
(383) 201-41-10, 201-41-12
Продажа квартир:
(383) 201-41-10,
Приемная завода: (383-45) 22-747,
§ 3.2. Общая технологическая схема производства керамических изделий
В настоящее время в нашей стране выпуск стеновых керамических материалов составляет более 86 млрд. шт. условного кирпича в год (размером 250X120X65 мм), в том числе эффективного кирпича 10%; намечается увеличить выпуск эффективной керамики до 25. 30%.
Стеновые каменные материалы классифицируются по виду изделий, назначению, виду применяемого сырья и способу изготовления, а также по плотности, теплопроводности и прочности при сжатии и изгибе.
По виду изделий стеновые каменные материалы делят на три группы: 1) кирпич керамический и силикатный, из трепелов и диатомитов, полнотелый и пустотелый массой до 4,4 кг; 2) камни керамические, силикатные, бетонные, пустотелые и полнотелые, из горных пород массой не более 16 кг; 3) мелкие блоки керамические, силикатные, бетонные, пустотелые и полнотелые из горных пород массой не более 40 кг.
По назначению различают стеновые каменные материалы рядовые — для кладки наружных и внутренних стен и лицевые — для облицовки стен зданий и сооружений.
По виду применяемого сырья и способу изготовления керамические стеновые материалы подразделяют на изделия, изготовляемые методом пластического или полусухого прессования из глины, трепела, диатомита и другого сырья, образующего при обжиге спекшийся черепок.
По теплотехническим свойствам и плотности кирпич и камни делят на три группы: 1) эффективные с высокими теплотехническими свойствами, позволяющими уменьшить толщину стен по сравнению с толщиной стен, выполненных из обыкновенного кирпича; к этой группе относятся кирпич плотностью до 1400 кг/м3 и камни плотностью не более 1450 кг/м3; 2) условно эффективные, улучшающие теплотехнические свойства ограждающих конструкций; к этой группе относятся кирпич плотностью свыше 1400 кг/м3 и камни плотностью 1450. 1600 кг/м3; 3) обыкновенный кирпич плотностью свыше 1600 кг/м3.
• Кирпич керамический сплошной и пустотелый пластического и полусухого прессования представляет собой искусственный камень, изготовленный из глины с добавками или без них и обожженный. По внешнему виду кирпич должен иметь форму прямоугольного параллелепипеда с прямыми ребрами и углами и с ровными гранями. Кирпич изготовляют одинарным размером 250X120X65 мм и утолщенный 250X120X88 мм. Модуль- • ный кирпич с технологическими пустотами выполняют размером 288X138X63 мм. Кирпич можно изготовлять сплошным или пустотелым, а камни — только пустотелыми.
Кирпич пустотелый с круглыми или прямоугольными пустотами, вертикально расположенный по отношению к постели, выпускают девяти видов с количеством пустот 2. 60 и пустотностью 10. 33%. Кирпич с горизонтальным расположением пустот производят трех видов с четырьмя или шестью сквозными прямоугольными отверстиями в один или два ряда и пустотностью 41. 42%.
• Камни керамические с вертикальным расположением пустот производят шести видов с 7. 38 отверстиями и пустотностью 25. 37%. Камни керамические с горизонтальным расположением пустот изготовляют трех видов с количеством пустот 3, 7 и 11 и соответственно пустотностью 17, 56 и 53%. Камни керамические выпускают четырех типоразмеров: камень 250X120X138 мм; камень модульный 288X138X138 мм; камень укрупненный 250X250X138 мм; камни с горизонтальным расположением пустот 250X200X80 мм.
В зависимости от предела прочности при сжатии кирпич и камни производят марок 300, 250, 200, 175, 150, 125, 100 и 75; по морозостойкости — марок F 15, 25, 35 и 50.
Условное обозначение кирпича и камней записывают в следующем виде: кирпич керамический рядовой полнотелый М100, плотностью 1650 кг/м3 и морозостойкостью F15 — кирпич КР 100/1650/15/ГОСТ 530—80; кирпич керамический рядовой пустотелый Ml50, плотностью 1480 кг/м3 и морозостойкостью F 25 — кирпич КРП 150/1480/25/ГОСТ 530—80; камень керамический рядовой пустотелый эффективный укрупненный М150, плотностью 1320 кг/м3 и морозостойкостью F35 — камень КРПЭУ 150/1320/35/ГОСТ 530—80.
Кирпич и камни должны иметь форму прямоугольного параллелепипеда с ровными гранями на лицевых поверхностях. Поверхность граней может быть рифленая, а углы закруглены радиусом до 15 мм. Пустоты в кирпиче и камнях располагаются перпендикулярно или параллельно постели, они могут быть сквозными или несквозными. Толщина наружных стенок кирпича и камней должна быть не менее 12 мм. Недожог или пережог кирпича и камней существующим стандартом не допускается. Водопоглощение полнотелого кирпича должно быть не менее 8%, а пустотелых изделий — не менее 6% высушенного до постоянной массы изделия.
Наряду с общими требованиями свойств отечественная промышленность производит кирпич и камни высшей категории качества. Это прежде всего пустотелые изделия, которые должны быть условно эффективными, иметь марку по прочности не менее М100, а полнотелый кирпич—не менее М150, морозостойкость — не менее F25; к их внешнему виду предъявляются повышенные требования.
Кирпич и камни пустотелые и пористо-пустотелые применяют для наружных и внутренних несущих и самонесущих стен промышленных, гражданских и сельскохозяйственных зданий, а также для изготовления крупных стеновых блоков и панелей для индустриального строительства. Не рекомендуется применять указанный кирпич и камни для фундаментов, цоколей и стен мокрых помещений.
В качестве сырья для производства применяют легкоплавкие глины, содержащие 50. 75 % кремнезема. Изготовление кирпича призводят двумя способами: пластическим и полусухим.
Пластический способ производства керамического кирпича осуществляется по следующей схеме ( 3.5). Поступившую на завод глину подвергают обработке до получения пластичной однородной массы. Для этого глиняное сырье сначала подвергают измельчению на вальцах: глиняная масса поступает на поверхность двух валков, которые вращаются навстречу друг другу, в результате чего глина втягивается в зазор между ними и измельчается. Валки могут иметь разные диаметры и вращаться с неодинаковой частотой, в результате чего измельчение протекает интенсивнее. Для более эффективного измельчения к вальцам добавляют бегуны. Затем смесь поступает в глино-смеситель, где она увлажняется до 18. 25% и перемешивается до получения однородной пластичной массы. Тщательно приготовленная однородная масса поступает затем в ленточный пресс.
Для получения кирпича более высокой плотности и улучшения формовочных свойств глин применяют вакуумные ленточные прессы ( 3.6). Поступающую в ленточный пресс глиняную массу с помощью шнека уплотняют, после чего она подается к выходному отверстию — К содержанию книги: «Строительные материалы и изделия»
Что такое пластическое формирование кирпича
Некоторые методы производства современного кирпича
Производство кирпича является практически безотходным. Большинство современных производителей кирпича используют в качестве основного сырья для производства — глину, которая всё чаще отходит на второй план. Изобретаются новые технологии и методы с использованием различного сырья.
В настоящее время кирпичи изготавливают из глины, глинистого и мягкого глинистого сланца, силиката кальция, бетона или формируют из камня, который добывается в карьерах. Технологическая цепочка производства кирпича довольно проста. Прежде всего, добывают сырье. Далее идет подготовка сырьевой массы и формование изделия. И завершает процесс сушка и обжиг.
Самым распространенным сырьем для производства кирпичей является глина. А в производстве глиняных кирпичей сейчас выделяют три основных способа. Это методы пластичного формования, полусухого или сухого прессования и штампование.
Методы пластического формования, полусухого и сухого прессования
Самый распространенный метод, который используют производители кирпичей – пластическое формирование из мягкой глины. Кроме того, такой метод считается самым экономичным.
Пластическое формование кирпичей проходит в несколько этапов. Первый этап — это добыча сырья. Глина для производства кирпичей должна иметь в своем составе песок. Оптимальным считается содержание 25-30 процентов песка. Именно он сокращает уровень усадки изделия.
Следующий этап — это подготовка сырья. Сначала глину увлажняют (в современном производстве — паром) и интенсивно перемешивают до получения пластичной массы, из которой будет удобно формировать кирпичи. Эта масса не должна содержать крупные камни и другие инородные включения.
Далее следует формование кирпича. На этом этапе он называется сырцом. Выглядит это так: лента из пластичной глины автоматически режется на определенные куски, которые и называются кирпичом-сырцом. Разумеется, такой сырец имеет больший размер, чем готовый кирпич. Ведь, в последующем процессе произойдет усадка глины. Обычно, такая усадка достигает от 10 до 15 процентов.
Следующий производственный этап считается самым важным и сложным. Этот этап называется сушкой. Необходимо медленно сушить кирпич, чтобы предохранить его от растекания. Когда влажность кирпича-сырца достигнет 6-8 процентов, изделие можно отправлять на обжиг.
В настоящее время для обжига кирпича используются печи разных конструкций. Это могут быть кольцевые печи. В них кирпичи укладываются и вынимаются вручную. В туннельных печах кирпичи продвигаются внутри печи. В таких печах процесс обжига протекает непрерывно. Обжиг происходит под воздействием высокой температуры. Они зависит от состава сырьевой массы и составляет обычно от 950 до 1000 градусов. Чтобы ускорить процесс горения, очень часто в сырьевую смесь добавляют известь, золу или другие органические вещества.
Очень похож на пластическое формование метод полусухого и сухого прессования. Правда изначально берется глиняная масса более вязкая. Именно это дает возможность сделать кирпичей более аккуратной и четкой формы. Итак, глину с влажностью 6-7 процентов сначала измельчают в порошок, а затем поштучно формуют кирпич в специальных прессах. Полученный кирпич-сырец не нуждается в сушке. Его можно сразу отправлять на обжиг. Надо отметить, что кирпичи, произведенные методом полусухого прессования, имеют меньше дефектов, у них гладкие грани, но они менее морозостойки.

