
Автоклавы при производстве силикатного кирпича
Автоклавы для производства.
Новое оборудование для производства, вы можете купить, заказать в Компании «Оригинал Трейд»
Автоклав — аппарат для проведения различных процессов при нагреве и под давлением выше атмосферного. В этих условиях достигается ускорение реакции и увеличение выхода продукта.
Автоклавы бывают: проходные(АП), тупиковые (АТ), вращающиеся, качающиеся, горизонтальные, вертикальные и колонные. Автоклав представляет собой сосуд либо замкнутый, либо с открывающейся крышкой. При необходимости снабжаются внутренними, наружными или выносными теплообменниками, механическими, электромагнитными, либо пневматическими перемешивающими устройствами и контрольно-измерительными приборами для измерения и регулирования давления, температуры, уровня жидкости и т. п.
Характеристики автоклавов:
Конструкция и основные параметры промышленного автоклава разнообразны, ёмкость от нескольких десятков см до сотен м, предназначаются для работы под давлением до 150 МПа (1500 кгс/см) при температуре до 500 °C. Для химических производств перспективны бессальниковые автоклавы с экранированным электродвигателем, не требующим уплотнения.
Ротор этого электродвигателя насажен непосредственно на вал мешалки и накрыт герметичным тонкостенным экраном из немагнитного материала, не препятствующего проникновению магнитных силовых линий от статора электродвигателя к ротору.
При производстве строительных материалов применяют туннельные(проходные) или тупиковые автоклавы. Внешне они представляют из себя трубу 2—6 м в диаметре и 15—20 м в длину, закрываемую крышкой с байонетным затвором (тупиковые с одной стороны, туннельные[проходные] с двух сторон).
Вдоль по длине автоклава расположены рельсы для вагонеток с изделиями. Автоклавы оборудованы магистралями для впуска насыщенного пара, перепуска отработанного пара в другой автоклав, выпуска пара в атмосферу или в утилизатор и для конденсатоотвода.
Применение автоклавов:
Автоклавы применяются в химической промышленности (производство гербицидов, органических полупродуктов и красителей, в процессах синтеза); в гидрометаллургии (выщелачивание с последующим восстановлением из растворов цветных и драгоценных металлов, редких элементов); в резиновой промышленности (вулканизация технических изделий); в пищевой промышленности (стерилизация, пастеризация продуктов [в том числе консервов], приготовление пищи); в промышленности стройматериалов. Автоклавы широко используются в медицине. Также при создании изделий из карбонового волокна, для придания им твердых форм.
Рубашка автоклава защитная — устройство, предохраняющее швы и основной материал корпуса реактора от воздействия теплоносителя.
Автоклав серии АП предназначен для термовлажной обработки силикатного кирпича и мелких блоков ячеистых бетонов.
Автоклав оборудован сигнально – блокировочным устройством.
- Внутренний диаметр D – 2000 мм.;
- Длина рабочей части L – 19000 мм.;
- Рабочее давление, МПа(кгс/см²) – 1,2;
- Рабочая температура, C° – 191;
- Рабочий объём 60 м2;
- Грузоподъёмность тележки 5 т;
- Общее количество тележек 17 шт;
- Длина 20370 мм;
- Масса ориентировочная 30 т.;
Автоклавная обработка, силикатный кирпич
Для придания необходимой прочности силикатному кирпичу его обрабатывают насыщенным паром; при этом температурное воздействие сочетается с обязательным наличием в кирпиче-сырце водной среды, которая благоприятствует протеканию реакции образования цементирующих веществ с максимальной интенсивностью. Насыщенный пар используется с температурой 1750 при соответствующем такой температуре давлении в 8 атм. Автоклав представляет собой трубу длиной 19м и диаметром 2м, вместимостью 12 вагонеток (V=5965 м3). Режим работы автоклава: 1,5 час. – подъём пара, 5-6 час. – выдержка, 1-1,5 час. — спуск пара. В процессе автоклавной обработки (запаривания кирпича-сырца) различают три стадии:
- Первая стадия. Начинается с момента впуска пара в автоклав и заканчивается при наступлении равенства температур теплонасителя и обрабатываемых изделий.
- Вторая стадия. Характеризуется постоянством температуры и давления в автоклаве. В это время получают максимальное развитие все те физико-химические процессы, которые способствуют образованию гидросиликата кальция, а следовательно, и твердению обрабатываемых изделий.
- Третья стадия. Начинается с момента прекращения доступа пара в автоклав и включает время остывания изделий в автоклаве до момента выгрузки из него готового кирпича.
В первой стадии запаривания насыщенный пар с температурой 1750 под давлением 8 атм. впускают в автоклав с сырцом. При этом пар начинает охлаждаться и конденсироваться на кирпиче-сырце и стенках автоклава. Таким образом, во второй стадии запаривания образование гидросиликатов кальция и перекристаллизация их и гидрата окиси кальция вызывают постепенное твердение кирпича-сырца.
Автоклав серии АТ вулканизационный работает под давлением.
Автоклав предназначен для проведения технологических процессов при изменяющихся температуре и давлении.
Используется в резинотехнической, металлургической, электротехнической, радиотехнической, химической, пропитки древесины, термообработки древесины, строительной и других отраслях промышленности.
Автоклав имеет:
- Быстрооткрывающуюся крышку с байонетным затвором;
- Механизмы подъема, опускания и поворота крышки с помощью гидропривода от собственной маслостанции;
- Сигнально-блокировочное устройство, совмещенное с фиксирующим устройством, обеспечивающее безопасность эксплуатации;
- Устройство для контроля разности температур между верхней и нижней образующими корпуса;
- Автоматизированную систему непрерывного отвода конденсата;
- Устройство автоматического регулирования процесса запаривания.
АСК ”Автоклавы»

Наименование: Автоматизация процесса контроля технологических режимов автоклавов при производстве силикатного кирпича
Завершен: 2013г
1 НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ
АСК ”Автоклавы» предназначена для автоматизации процесса контроля технологических режимов автоклавов при производстве силикатного кирпича в соответствии с требованиями технологии производства.
2 ОСНОВНЫЕ ФУНКЦИОНАЛЬНЫЕ ХАРАКТЕРИСТИКИ
АСК «Автоклавы» содержит пять функциональных подсистем:
- Представление оператору на экране монитора обобщенной информации о загрузке автоклавов, выбранном технологическом процессе запаривания, состоянии протекающих в них технологических процессов, контроль установленного времени реализации технологических циклов запаривания (подъем давления-выдержка-сброс), сигнализация оператору о смене режима, учет вторичного использования пара (перепуски), отчет о количестве начатых, полных и завершенных технологических циклов по каждому автоклаву за смену.
- Измерение, индикация и регистрация на жестком диске текущих значений технологических параметров, построение графиков их изменения во времени (температура обводов, перепад температуры по высоте автоклава, давление пара в автоклаве, температура и давление в магистрали «острого пара»), косвенный контроль уровня конденсата на основе разности температуры по высоте автоклава, измерение индикация и регистрация значений давления, скорости изменения давления в переходных режимах, сигнализация оператору о достижении заданных значений или возникших отклонениях от допуска.
- Контроль безопасной эксплуатации автоклавов, (температура и перепад температуры по высоте автоклава, скорость изменения температуры, давление и скорость его изменения) сравнение этих параметров с предельно установленными значениями, сигнализация оператору об опасных режимах эксплуатации; регистрация на жестком диске обобщенной информации о режимах работы автоклавов.
- Ведение архива параметров технологических процессов на жестком диске (графики и их цифровые значения в виде таблицы, аварийные сообщения оператору).
- Экспорт основных данных и документов в формате HTML.
Система обеспечивает реализацию следующих основных функций контроля: измерение, индикация, регистрация, логико-программная обработка измерительной информации и сигнализация.
- многоканальное аналого-цифровое преобразование значений сопротивлений ТСП-50 (ТПР) и измерение температуры по 23 измерительным каналам (по 2 канала для каждого автоклава и один канал для линии острого пара);
- многоканальное аналого-цифровое преобразование унифицированных сигналов датчиков давления 4-20мА (0-5мА), измерение давления в автоклавах (по одному каналу для каждого автоклава), в магистрали «острого» и в магистрали «перепуска» пара всего 13 каналов;
- отсчет и регистрация календарного времени начала и конца технологических циклов независимо по 11 автоклавам в формате: календарная дата, часы – минуты.
Индикация (таблица «АВТОКЛАВЫ» на экране монитора для 11 автоклавов)
- температуры верхних и нижних обводов автоклава Тв и Тн;
- температуры в магистрали острого пара Топ;
- скорости изменения температуры верхних и нижних обводов Vтв и VТн;
- разности температуры верхней и нижних образующих Тв—Тн (перепад по высоте);
- давления P в автоклавах и паропроводе «острого» пара;
- давление в Линии Перепуска Пара (ЛПП) Рп;
- скорости изменения давления в автоклавах VP.
Индикация (графики изменения параметров во времени на экране монитора):
- температура верхних обводов Тв, температура нижних обводов Тн, разность температуры верхних и нижних обводов Тв—Тн (перепад по высоте), температура в магистрали острого пара Топ;
- давление в автоклаве Р;
- давление в магистрали острого пара;
- индикация наименования выбранного технологического процесса, календарного времени начала каждого технологического цикла;
- отсчет и индикация технологического и (от начала запуска технологического процесса) и календарного времени независимо по каждому из 11 автоклавов в формате часы-минуты (таблица);
- индикация режима (цикла) работы автоклавов по участку (загрузка, подъем, выдержка, сброс, выгрузка).
Регистрация (запись в архив)
- регистрация на жестком магнитном диске фактических значений давления, температуры верхних обводов корпуса, перепада температуры по высоте автоклава, скорости изменения температуры верхних и нижних обводов, скорости изменения давления, температуры и давления в магистрали острого пара (согласно требованиям технолога);
- регистрация на жестком диске цветных графиков изменения давления, температуры верхних обводов, разности температуры верхних и нижних обводов, температуры и давления в магистрали острого пара;
- регистрация в архиве в в формате год-месяц-число-часы-минуты начала и конца полных технологических циклов;
- регистрация на жестком диске всех технологических сообщений в ходе исполнения технологического цикла;
Логико-программная обработка измерительной информации:
- вычисление скоростей изменения температуры верхней образующей каждого автоклава и сравнение их с предельно допустимыми значениями (как по требованиям технологического процесса, так и по условиям безопасности);
- вычисление текущих значений разности температуры по высоте и длине для каждого автоклава и сравнение их с предельно допустимыми значениями;
- автоматическое включение стадии «ВПУСК ПАРА» при выборе типа обрабатываемого кирпича и повышении давления в автоклаве до 0.2 кг/см 2 ;
- автоматическое переключение отсчета и контроля параметров из режима «ВПУСК ПАРА» в режим «ВЫДЕРЖКА» при достижении в автоклаве установленного технологическим процессом значения давления;
- автоматическое переключение из режима «ВЫДЕРЖКА» на режим «СБРОС ДАВЛЕНИЯ» по истечении времени заданного программой технологического процесса;
- ввод команд с клавиатуры оператором;
- выбор программы запаривания из существующих шаблонов;
- начало стадии «ЗАГРУЗКА» и окончание стадии «ВЫГРУЗКА«;
- экспорт рабочего экрана, страниц, графиков и документов на печать, жесткий диск (сервер) (либо в формате HTML).
- сигнализация оператору на экране монитора о нарушении режимов технологического процесса автоклавов;
- предупредительная сигнализация оператору об изменении технологических режимов работы автоклавов.
3 ПОДСИСТЕМА ТЕХНОЛОГИЧЕСКОГО МОНИТОРИНГА.
Система технологического мониторинга предназначена для наглядного представления оператору в графической и цифровой форме информации о состоянии технологического процесса и работе оборудования.
Для взаимодействия с системой контроля и вывода информации на экран оператора выводятся мнемосхемы и таблицы. В системе используется один главный экран (Рис.1) с контрольной панелью инструментов, кнопками переключения обзора для каждого автоклава, информационными табло состояния автоклава (ОТКЛЮЧЕН, НЕ ГОТОВ, ОТКРЫТ, ЗАКРЫТ, ЗАГРУЗКА, ВПУСК, ВЫДЕРЖКА, СБРОС ДАВЛЕНИЯ, ВЫГРУЗКА), температуры верхнего и нижнего обводов автоклавов, давления в автоклавах, перепада температуры по высоте автоклава, скорости изменения давления и температур.
Общий экран дает информацию сразу по всем автоклавам, но только на данный момент времени!
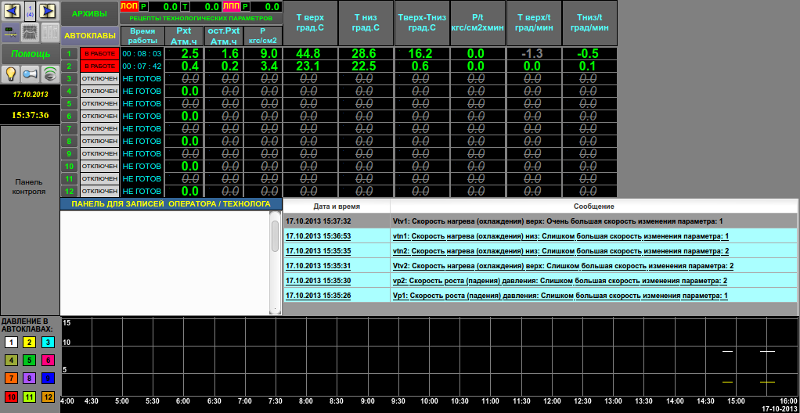
Рис. 1. Главный экран «Панель ОПЕРАТОРА-Нарушения» (Стартовая страница).
Отчет смены о работе автоклавов (Рис.2) формируется автоматически кроме столбцов загрузка и выгрузка. Для корректного заполнения документа в полном объеме необходима отметка Начала загрузки и Окончания выгрузки оператором автоклавов.
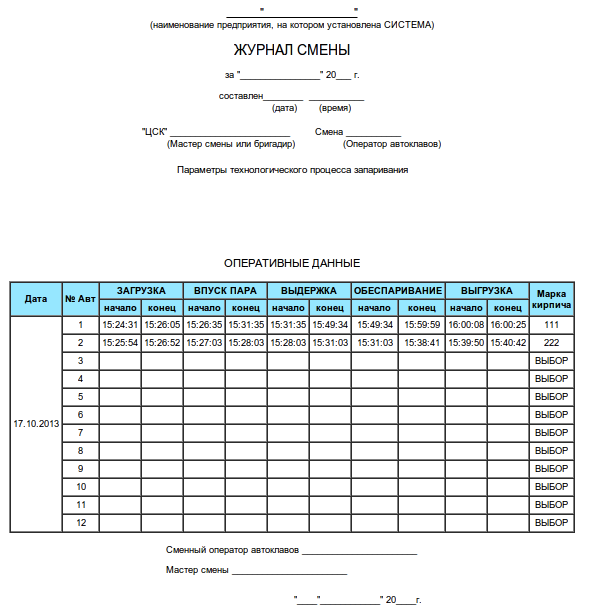
Рис.2 Кадр формирования отчета смены о работе автоклавов.
Выбор номера опрашиваемого автоклава (кнопки 1,2,3. 12) открывает доступ к мнемосхеме технологического процесса данного автоклава, его параметрам и трендам. При выборе номера (1. 12) интересующего оператора автоклава, предусмотрена возможность получения трех вариантов информации о автоклаве.
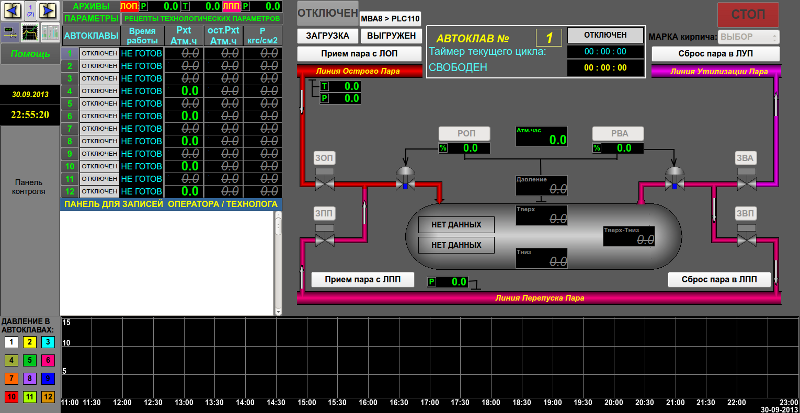
Рис.3 Мнемосхема контроля и управления автоклавом.
Через функциональную клавишу «Графики» производится переход к трендам (Рис.4) параметров технологического процесса во времени Тн, Тв, Тв-Тн, Р. По умолчанию окно графика показывает параметры в настоящем времени, однако если кликнуть по окну графика — появится панель контроля позволяющая отобразить график при любом времени опроса.
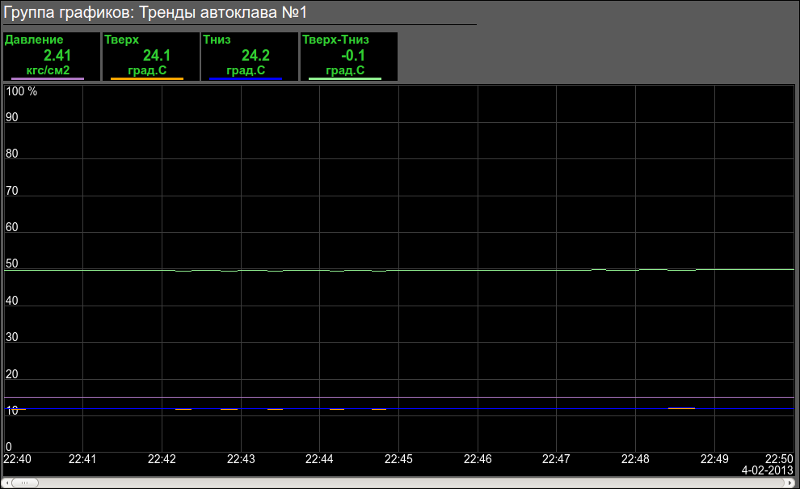
Рис.4 Тренды автоклава.
Кнопка «Помощь» открывает документ, содержащий сведения о производителе, контакты и краткое руководство пользователя СИСТЕМЫ.
Кадр «Рецепты технологических процессов» (Рис.5) используется технологом предприятия (вход по паролю технолога) для внесения изменений в существующие программы техпроцессов и создания своих программ. Условно принято наименование программы по марке кирпича.
Окно «Марка» содержит наименования техпроцессов.
В окне «Программа» вводятся значения таймеров для каждого цикла технологического процесса, значения давления пара.
Параметр Pxt — интегральная сумма произведения давления на время выдержки может рассчитывается автоматически или служить заданием для цикла выдержки.
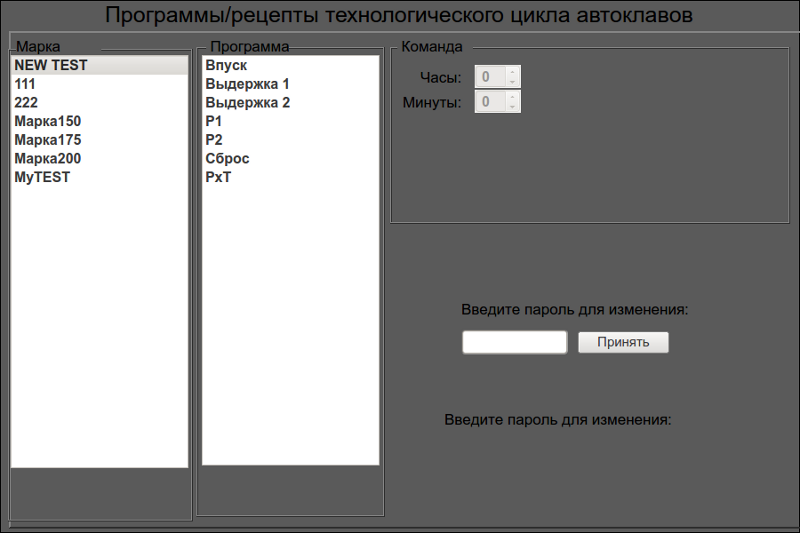
Рис.5 Кадр изменения (создания) программы технологического процесса.
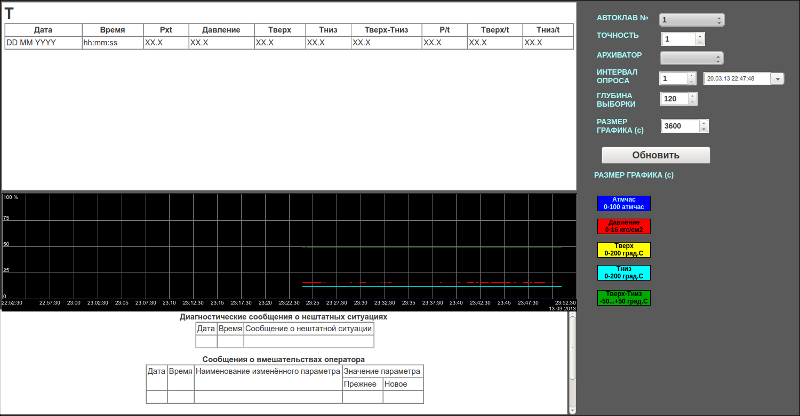
Рис.6 Смешанная информация с выборкой автоклава и периода просмотра.
Автоклав


Автокла́в (греч. авто — сам + лат. clavis — запор, задвижка [1] ) — герметичный аппарат для различных операций, требующих нагрева под давлением выше атмосферного [1] . В этих условиях достигается ускорение реакции и увеличение выхода продукта. При использовании в химии или для проведения химических реакций используют название химический реактор. При использовании в медицине для стерилизации при высоком давлении и температуре — только автоклав. В случае, если стерилизация проводится при высокой температуре, но без давления, используют термин стерилизатор или сухожаровой шкаф (без пара), дезинфекционная камера (для дезинфекции). Был изобретён Дени Папеном в 1679 году.
Содержание
- 1 Разновидности автоклавов
- 2 Конструкция автоклавов
- 3 Применение автоклавов
- 4 Автоклавы в пищевой промышленности
- 4.1 Принцип работы системы
- 4.2 Питательные вещества
- 5 Эксплуатация промышленных автоклавов
- 6 См. также
- 7 Примечания
- 8 Литература
Разновидности автоклавов [ править | править код ]
Автоклавы бывают: вращающиеся, качающиеся, горизонтальные, вертикальные и колонные. Автоклав представляет собой сосуд либо замкнутый, либо с открывающейся крышкой. При необходимости снабжаются внутренними, наружными или выносными теплообменниками, механическими, электромагнитными, либо пневматическими перемешивающими устройствами и контрольно-измерительными приборами для измерения и регулирования давления, температуры, уровня жидкости и т. п.
Конструкция автоклавов [ править | править код ]


Конструкция и основные параметры промышленного автоклава разнообразны, ёмкость от нескольких десятков см³ до сотен м³, предназначаются для работы под давлением до 150 МПа (1500 кгс/см²) при температуре до 500 °C. Для химических производств, в случае необходимости перемешивания продукта, как вариант, перспективны автоклавы с бессальниковыми мешалками и экранированным электродвигателем, не требующим уплотнения. Ротор этого электродвигателя насажен непосредственно на вал мешалки и накрыт герметичным тонкостенным экраном из немагнитного материала, не препятствующего проникновению магнитных силовых линий от статора электродвигателя к ротору.
При производстве строительных материалов применяют туннельные или тупиковые автоклавы. Внешне они представляют собой трубу 3—6 м в диаметре и 15—20 м в длину, закрываемую крышкой с байонетным затвором (тупиковые с одной стороны, туннельные с двух сторон).
Вдоль по длине автоклава расположены рельсы для вагонеток с изделиями. Автоклавы оборудованы магистралями для впуска насыщенного пара, перепуска отработанного пара в другой автоклав, выпуска пара в атмосферу или в утилизатор и для конденсатоотвода.
В пищевой промышленности используются вертикальные и горизонтальные автоклавы широкого спектра разновидностей, размеров и принципов действия. Например, в горизонтальных автоклавах для пищевой промышленности может создаваться необходимое противодавление по отношению к каждой отдельно взятой упаковке с продуктом, что позволяет проводить стерилизацию продуктов не только в жёсткой таре (стеклобанка, жестебанка), но и в мягкой и полужёсткой упаковке.
Применение автоклавов [ править | править код ]
Автоклавы применяются в химической промышленности (производство гербицидов, органических полупродуктов и красителей, в процессах синтеза); в гидрометаллургии (выщелачивание с последующим восстановлением из растворов цветных и драгоценных металлов, редких элементов); в резиновой промышленности (вулканизация технических изделий); в пищевой промышленности (стерилизация, пастеризация продуктов [в том числе консервов] [5] , приготовление пищи); в промышленности стройматериалов (изготовление силикатного кирпича, автоклавного газобетона). Автоклавы широко используются в медицине. Также при создании изделий из карбонового волокна, для придания им твёрдых форм.
Рубашка автоклава защитная — устройство, предохраняющее швы и основной материал корпуса реактора от воздействия теплоносителя.
Массовое применение автоклавы получили именно в пищевой промышленности. Современные автоклавные кулинарные системы оснащены многоступенчатыми механизмами защиты, специальными замками и системами автоматического отключения. На сегодняшний день для этих целей во всем мире постоянно используется около 1,5 млн автоклавов.
Применение автоклавов не ограничивается промышленными масштабами. Автоклавы малых размеров и малой производительности используются в бытовых целях, для приготовления домашних мясных, рыбных и овощных консервов. Бытовые автоклавы могут быть как промышленного изготовления, так и самодельными, изготовленными из газового баллона или ресивера. Бытовые автоклавы, аналогично промышленным автоклавам, оснащаются устройствами контроля температуры, давления и предохранительными клапанами.
Автоклавы в пищевой промышленности [ править | править код ]


Автоклавный способ приготовления пищи — это метод приготовления продуктов в герметичном сосуде или в автоклаве, не позволяющем воздуху или жидкости покидать ёмкость, находящуюся под высоким давлением. Поскольку при увеличении давления точка кипения жидкости смещается вверх, температура жидкости внутри системы может превышать 100 °C, при этом жидкость не достигает точки кипения. Большинство кулинарных систем высокого давления работают при рабочем давлении 1.5 — 1.9 атмосферы. При таком давлении температура кипения воды поднимается до 125 °C. Повышенная температура позволяет приготовить продукт несоизмеримо быстрее стандартного способа.
Например, порезанная свежая капуста готовится в течение одной минуты. Свежие зелёные бобы или небольшие картофелины готовятся около пяти минут, а целая курица до 3 кг — около 20 минут. Другое преимущество автоклавного способа приготовления пищи — достижение эффекта тушения и медленного кипения продукта за очень короткий срок.
В настоящее время небольшие установки используют альпинисты, для того чтобы вскипятить воду на больших высотах. Высоко в горах вода выкипает, не достигая температуры 100 °C, что препятствует правильному приготовлению пищи и нормальной тепловой обработке продуктов, как писал Чарльз Дарвин в «Путешествии на Бигле».
Автоклавный способ приготовления пищи считался очень взрывоопасным. Современные автоклавные кулинарные системы оснащаются различными механизмами защиты — специальными замками, клапанами, системами автоматического отключения и т. п.
Сегодня на российском рынке существует много различных конструкций, в разных ценовых категориях и от разных производителей. Условно автоклавы можно разделить на три класса:
1. Автоклавы первого класса – это электрические автоклавы с электронным блоком управления (ЭБУ), где в качестве нагревателя используется электрический нагреватель (ТЭН). Подобные автоклавы позволяют программировать технологический процесс приготовления продукта в соответствии с конкретным рецептом. Процесс стерилизации проходит в них автоматически, и не требует постоянного контроля за процессом консервирования.
2. Автоклавы второго класса – это электрические автоклавы без электронного блока управления. В качестве нагревателя используется также электрический нагреватель (ТЭН). Работа подобных автоклавов подразумевает ручное управление, где необходим постоянный контроль за технологическим процессом, так как возможен недогрев или перегрев продукта, что ухудшает его потребительские свойства.
3. Автоклавы третьего класса – это газовые автоклавы, источником нагрева которых, является газовые, электрические, керамические или индукционные плиты нового поколения. Работает такой автоклав в ручном режиме и необходим постоянный контроль за процессом стерилизации и постоянная корректировка технологического процесса стерилизации;
Кроме того, автоклавы отличаются друг от друга наличием системы охлаждения.
Условно их можно разделить на два типа:
1-й тип: Автоклавы с системой быстрого охлаждения с принудительным сливом теплоносителя сразу после процесса стерилизации. Благодаря данной функции, длительность приготовления одной партии консервов займет не более 2,5 часов, в зависимости от рецепта, что соответствует технологическим регламентам приготовления консервированных продуктов.
2-й тип: Автоклавы с естественным остыванием. Перед тем как изъять партию консервов из автоклава, необходимо дождаться полного остывания, это может длиться до 24 часов. Такой тип не позволяет уложиться в заданные технологические параметры, что может привести к перевариванию продукта и потере потребительских свойств продукта.
Принцип работы системы [ править | править код ]
При обычных условиях нагрев жидкости выше точки кипения невозможен. Как только температура воды достигает 100 °C, вода становится паром и уходит из зоны нагрева. Интенсивное образование пара в ёмкости с жидкостью и называется кипением. Если вода кипятится долго, то она переходит в пар полностью.
Когда вода кипятится в автоклаве, повышается температура кипения. Это происходит так: по мере того, как температура воды приближается к 100 °C, испарение воды усиливается. Водяной пар, являясь, по сути, газом, создаёт в автоклаве избыточное давление, что приводит к уменьшению дальнейшего испарения, и в итоге давление поднимается настолько, что кипение останавливается, и нагретая выше 100 °C вода продолжает оставаться жидкой. Чем выше температура, тем выше давление в системе. Более высокое тепло, да ещё и при повышенном давлении, оказывает более мощный эффект как на приготовление продуктов, так и на разрушение микроорганизмов.
Подобный процесс легко достижим при приготовлении твёрдых непещеристых продуктов. В случае приготовления губкообразных, пещеристых продуктов, следует выбирать систему с глубоким вакуумированием ёмкости. Остаточное содержание газов может способствовать защите бактерий от разрушения, создавая термоизоляцию для их оболочек.
Существуют автоклавы, которые используют фракционное вакуумирование, которое удаляет газы в несколько циклов, обеспечивая 100 % проникновение тепла в процессе стерилизации и гомогенизации продукта.
Питательные вещества [ править | править код ]
Поскольку пища готовится без интенсивного испарения и быстрее обычного, в автоклаве из продуктов вываривается существенно меньше жидкости, витаминов, минералов, солей и прочих веществ.
Эксплуатация промышленных автоклавов [ править | править код ]
При применении автоклавов их владелец обязан обеспечить должное состояние сосудов и условия их работы. В этих целях назначается прошедший обучение ответственный за исправное состояние и безопасную эксплуатацию сосудов, работающих под давлением.
Персонал, на который возложены обязанности по обслуживанию сосудов, должен вести тщательное наблюдение за порученным ему оборудованием путём его осмотра, проверки действия арматуры, КИП, предохранительных и блокировочных устройств и поддержания сосудов в исправном состоянии. Результаты осмотра и проверки должны записываться в сменный журнал.
В России нормативные документы по эксплуатации автоклавов издаются и утверждаются Ростехнадзором [6] .
Большая Энциклопедия Нефти и Газа
Производство — силикатный кирпич
Применительно к технологии производства силикатного кирпича нами апробированы несколько схем предварительной нейтрализации продуктов шлака, склонных к значительным объемным изменениям. [16]
Основным оборудованием при производстве силикатного кирпича являются гасильные барабаны, прессы, автоклавы. [18]
Известь, применяемая для производства силикатного кирпича , должна быстро гаситься во избежание последующего ее гашения в уже отформованном кирпиче и появления трещин. Пережог извести оказывает вредное влияние, так как сильно замедляет процесс гашения. Из-за этого нежелательно присутствие окиси магния, появляющейся при более низких температурах и поэтому оказывающейся в извести более пережженной и, следовательно, более медленно гасящейся, чем окись кальция. [19]
На некоторых заводах по производству силикатного кирпича для гашения извести применяют вращающиеся гасильные барабаны, в которых измельченная известь гасится в смеси с песком под давлением 0 3 — 0 5 МПа. Процесс гашения извести вместе с загрузкой и выгрузкой длится в этих барабанах 30 — 40 мин. [20]
Отходы обогащения используют в производстве силикатного кирпича , керамической плитки, черепицы, бетонов и других строительных материалов. [21]
Основным энергоемким процессом в производстве силикатного кирпича является пропарка его в автоклавах при температуре 170 С. Удельный расход тепла на 1000 штук кирпича составляет около 1090 тыс. кДж, или 400 — 500 кг пара. В этом процессе имеют место большие потери пара после цикла пропарки и с горячим конденсатом. Для снижения расхода пара используют перепуск его из одного автоклава в другой, при этом экономия тепла достигает 23 % по сравнению с индивидуальной пропаркой кирпича в каждом автоклаве. Однако по окончании перепуска пара в автоклаве остаются насыщенный пар давлением 0 2 — 0 3 МПа и загрязненный конденсат. [22]
Важнейшей операцией в технологической схеме производства силикатного кирпича является прессование кирпича-сырца. [23]
Требования к песку, применяемому для производства силикатного кирпича , несколько отличаются от требований к песку, применяемому для строительных растворов и бетонов. Оценка качества песка и установления его пригодности для производства силикатного кирпича производится по химическому и минералогическому и зерновому составу, по цвету песка, по содержанию глинистых веществ, удельному и объемному весу песка в рыхлом и в уплотненном состоянии, по форме и характеру поверхности песчинок. [24]
Учитывая то, что большая часть оборудования производства силикатного кирпича ( дозаторы, питатели, смеситель, пресс) удовлетворяет требованиям, предъявляемым к оборудованию для производства стенового материала из фосфогипса, разработана технологическая схема производства фосфогипсового кирпича в условиях завода силикатного кирпича. [25]
При применении извести-пушонки ( гидрата извести) для производства силикатного кирпича не требуется ни гасительных барабанов, ни силосов, однако в зимнее время процесс подготовки известково-песчаной массы осложняется вследствие необходимости оттаивания смерзшихся комьев песка. [26]
При применении извести-пушонки ( гидрата извести) для производства силикатного кирпича не требуется ни гасительных барабанов, ни силосов, однако в, зимнее время процесс подготовки известково-песчаной массы осложняется вследствие необходимости оттаивания смерзшихся комьев песка. [27]
Пропаривание при повышенном давлении впервые было применено при производстве силикатного кирпича и до сих пор успешно применяется для этой цели. В области бетона автоклавная обработка обычно применяется для сборных элементов как из тяжелого, так и из легкого бетона в тех случаях, когда требуется одна из следующих характеристик: а) высокая прочность в раннем возрасте ( 28-суточная прочность может быть достигнута за 24 ч) б) повышенная долговечность ( улучшается сопротивление бетона сульфатной агрессии к другим формам химического воздействия, а также замораживанию и оттаиванию, уменьшаются выцветы); в) низкая усадка и пониженная влагопередача. [28]
С использованием разработанного вяжущего на Стерлитамакском заводе строительных материалов организовано производство силикатного кирпича по автоклавной технологии. Силикатная смесь включает около 25 % вяжущего, полученного из равных частей продукта обжига ТОС и молотого песка. Марка кирпича составляет не менее 125, его морозостойкость не ниже 25 циклов. [29]
Указания в такой форме ( ат ] час) в производстве силикатного кирпича обычны, они показывают продолжительность пребывания кирпича в котле в зависимости от имеющегося давления пара. Так, например 9 часов при 8 атмосферах. [30]

